4 análisis del mecanizado de referencia, 5 trabajar con supervisión de la carga, Análisis del mecanizado de referencia – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 69: Trabajar con supervisión de la carga, 7 supervisión de la carga
CNC PILOT 4290 de HEIDENHAIN
57
3.7 Supervisión de la carga
3.7.4
Análisis del mecanizado de
referencia
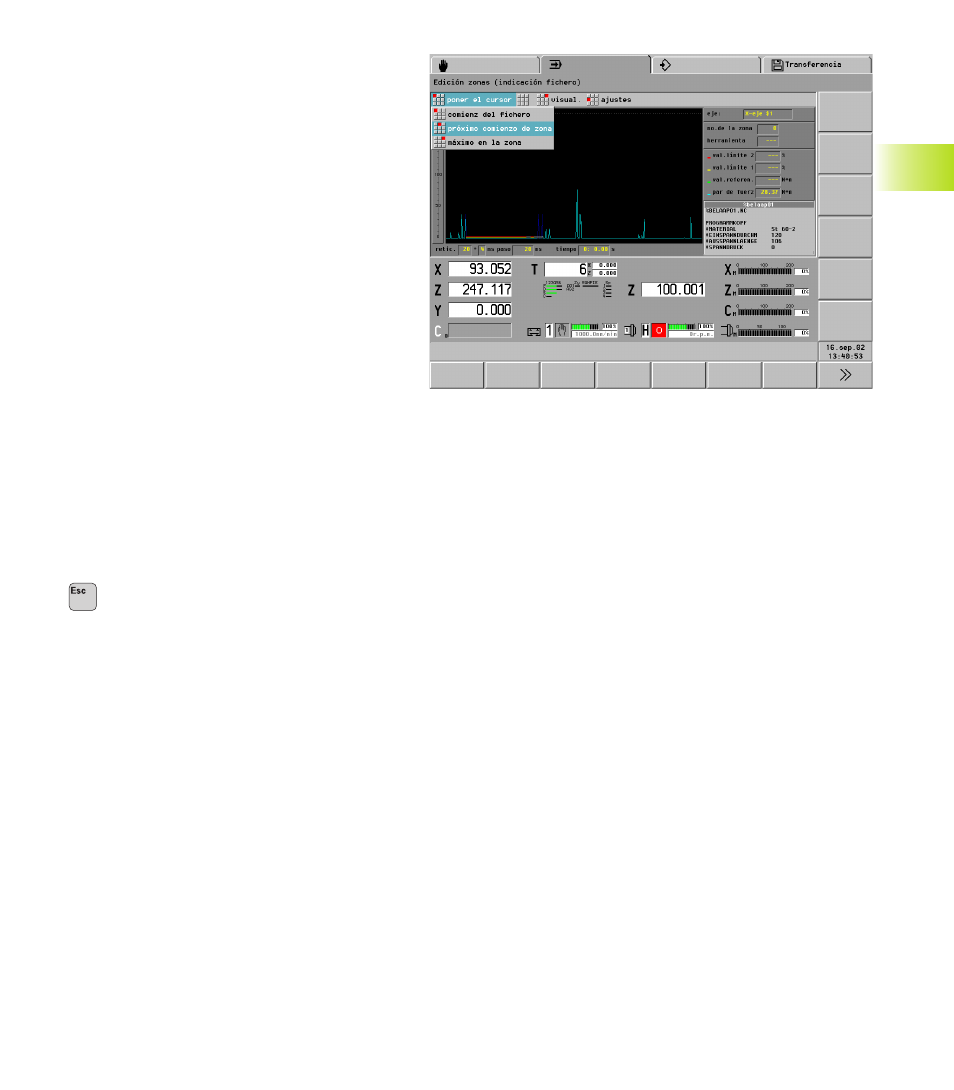
Se visualizan el momento de giro y los valores
límite del grupo seleccionado en „sobre el tiempo“
Valor límite „gris“: zona no controlada (ocultar
trayectorias de marcha rápida).
Además el CNC PILOT visualiza los valores de la
posición del cursor.
Seleccionar: visualizar la superficie de conmutación
„Fichero“ (visualizar y ajustar la ventana de diálogo
„visualizar y ajustar parámetros de carga“)
Submenú ”analizador (visualización de fichero)”:
■
Grupo del menú ”fijar cursor”– posicionar el
cursor con la ”flecha izquierda/derecha” sobre:
■
inicio fichero
■
siguiente inicio de zona
■
máximo en la zona
■
Punto del menú ”Visualización”: seleccionar el
grupo en la ventana de diálogo ”visualizar fichero”.
■
Punto del menú „Ajustes – Zoom“: Ajustar el
„Módulo de visualización“. (valores pequeños
aumentan la precisión de la visualización y
reducen la amplitud de paso del cursor.)
La línea por debajo de la gráfica visualiza el
módulo ajustado, el módulo de tiempo de la
adopción de valores de medida y la posición del
cursor (relativa al principio del proceso de
referencia. Tiempo „0:00.00 seg“ = Inicio del
proceso de referencia
volver a „Editar los parámetros de control
3.7.5
Trabajar con supervisión de la
carga
Es posible emplear el control de carga, cuando el
mecanizado requiera claramente un momento de
giro más alto con una herramienta gastada que con
una herramienta no gastada. La consecuencia es
que se deben controlar los accionamientos que
están sujetos a un esfuerzo claro - por lo general el
cabezal principal.
Los mecanizados con una profundidad de corte
pequeña no se supervisan suficientemente, debido
al leve cambio del par de giro.
No se puede determinar una reducción del par de
giro.
Fijar las Zonas de control:Los valores de referencia del momento
de giro se orientan a los momentos de giro mayores de la zona. Por
ello los valores pequeños del par de giro sólo pueden ser
supervisados de forma condicionada.
Refrentar con velocidad de corte constante: El control del cabezal
tiene lugar siempre que la aceleración sea <= 15% del valor central
a partir de la aceleración máxima y del retardo de freno máximo
(parámetros de máquina 811, ...). Debido a las elevadas
revoluciones que aumentan la aceleración, normalmente sólo se
supervisa la fase después del corte de entrada.
Valores experimentales (en el mecanizado de acero)
■
en torneado longitudinal la profundidad de corte debería ser
> 1mm
■
en la profundización la profundidad de corte debería ser > 1mm
■
en el taladrado ”en su totalidad” el diámetro debería ser de 6..10
mm