2 mecanizado de la parte frontal/parte posterior, 1 0 mecanizado del eje c – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 161
CNC PILOT 4290 de HEIDENHAIN
149
Arco de circulo parte frontal/parte posterior G102/
G103
La herramienta se desplaza de forma circular con un avance al
”punto final”.
Sentido de giro: ver cuadro auxiliar
Programando ”H=2 o H=3” se pueden realizar ranuras lineales con
base circular. El punto central del círculo se define cuando
■
H=2: con I y K
■
H=3: con J y K
Arco de círculo G102
4.10.2 Mecanizado de la parte frontal/parte
posterior
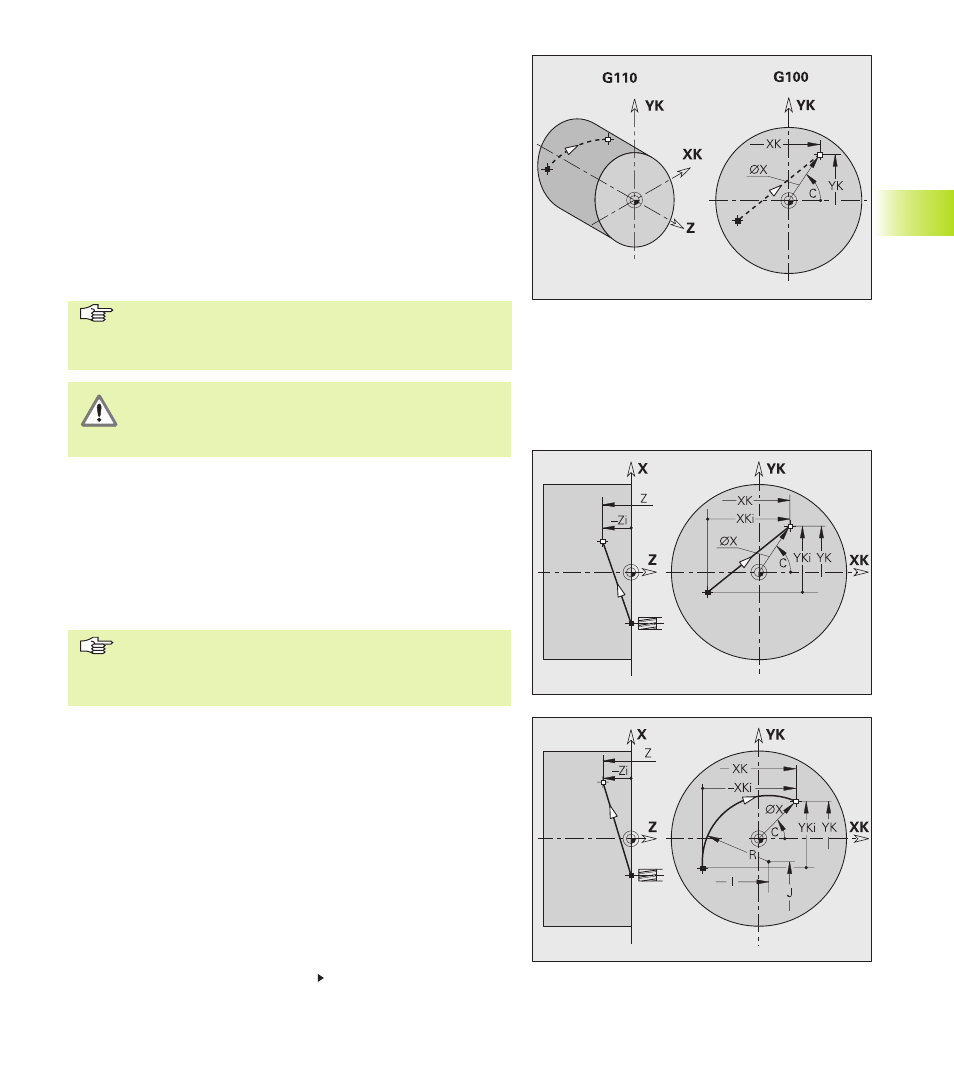
Marcha rápida en la superficie frontal/posterior
G100
La herramienta se desplaza en marcha rápida según la trayectoria
más corta al "punto final”.
Parámetros
X:
Diámetro del punto final
C:
Medida angular del punto final
XK, YK: punto final en coordenadas cartesianas
Z:
Punto final -por defecto: posición actual de Z
Programación
■
X, C, XK, YK, Z: absolutas, incrementales o retención
automática (de los últimos datos programados)
■
programar X–C o XK–YK
Atención peligro de colisión!
Con G100 la herramienta lleva a cabo un movimiento en
línea recta Se puede emplear G110 para posicionar la
pieza a un ángulo determinado.
Superficie frontal/posterior lineal G101
La hta. se desplaza linealmente con un avance al ”punto final”.
Parámetros
X:
Diámetro del punto final
C:
Medida angular del punto final
XK, YK: punto final en coordenadas cartesianas
Z:
Profundidad final - por defecto: posición actual de Z
Programación
■
X, C, XK, YK, Z: absolutas, incrementales o retención
automática (de los últimos datos programados)
■
programar X–C o XK–YK
4.1
0 Mecanizado del eje C
Continuación en la página siguiente