6 desplazamientos del punto cero, 6 órdenes de mecanizado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 128
4 DIN PLUS
116
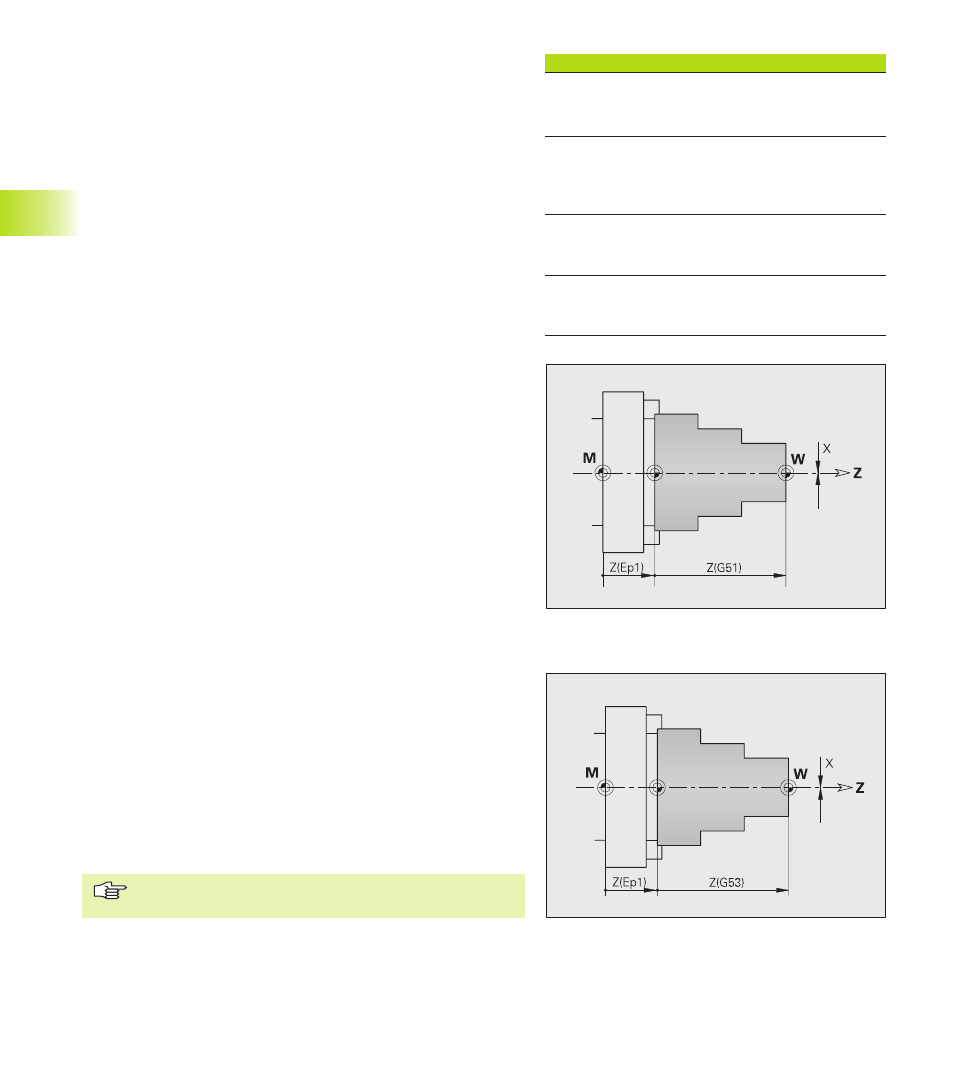
Desplazamiento del punto cero G51
Desplaza el punto cero pieza a „Z“ (o „X“). El desplazamiento se
refiere al cero pieza definido en el funcionamiento de ajuste.
También cuando se programa G51 de forma múltiple, se mantiene
el punto de referencia del cero pieza definido en el funcionamiento
de ajuste.
El desplazamiento del punto cero es válido hasta el final del
programa o hasta que se cancela mediante otro desplazamiento.
Parámetros
X, Z: Desplazamiento (X medida del radio) - por defecto: 0
Desplazamiento del punto cero según los
parámetros G53, G54, G55
Desplaza el punto cero de la pieza alrededor del valor definido en
los parámetros de ajuste 3, 4, 5. El desplazamiento se refiere al
cero pieza definido en el funcionamiento de ajuste.
También cuando se programa G53, G54, G55 de forma múltiple, se
mantiene el punto de referencia del cero pieza definido en el
funcionamiento de ajuste.
El desplazamiento del punto cero es válido hasta el final del
programa o hasta que se cancela mediante otro desplazamiento.
Se introduce un desplazamiento en X como medida del
radio.
4.6.6 Desplazamientos del punto cero
En un programa NC se pueden programar varios desplazamientos
del punto cero. Los desplazamientos del punto cero no influyen en
la relación entre las coordenadas (descripción de la pieza en bruto,
de la pieza acabada y del contorno auxiliar).
G920 desactiva temporalmente los avances de punto cero – G980
vuelve a activarlos.
Resumen
G51
n
desplazamiento relativo
n
desplazamiento programado
n
referencia: cero pieza determinado
G53, G54, G55
n
desplazamiento relativo
nÿ
desplazamiento indicado en parámetros
n
referencia: cero pieza determinado
G56
n
desplazamiento aditivo
n
desplazamiento programado
n
referencia: cero pieza actual
G59
n
desplazamiento absoluto
n
desplazamiento programado
n
referencia: punto cero de la máquina
4.6 Órdenes de mecanizado