1 modo de funcionamiento turn plus – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 228
6 TURN PLUS
216
6.1 Modo de funcionamient
o
TURN PLUS
6.1
Modo de funcionamiento
TURN PLUS
En TURN PLUS se describe la pieza sin mecanizar y
la pieza mecanizada de forma gráfica interactiva. A
continuación se ajusta automáticamente el plan de
trabajo- o se genera de forma interactiva. El
resultado es un programa DIN PLUS comentado y
estructurado.
TURN PLUS consta de:
■
el ajuste de contorno gráfico interactivo
■
la preparación (fijar la pieza)
■
la generación del plan de trabajo interactiva
(IAG)
■
la generación automática del plan de trabajo
(GAPT)
para
■
el mecanizado de taladro
■
Mecanizado de taladrado y de fresado con el
eje C
■
Mecanizado de taladrado y de fresado con el
eje Y
■
mecanizado completo
Concepto TURN PLUS
La descripción de la pieza (en bruto y acabada,
taladrado y fresado de contornos) es la base para
generar el plano de trabajo. En la sujeción de la
pieza se determinan las limitaciones del corte. Para
la selección de la pieza el TURN PLUS ofrece las
estrategias siguientes:
■
selección automática del banco de datos de la
herramienta
■
Empleo de la ocupación actual del revólver
■
Ocupaciones del revólver propias del TURN
PLUS
Los valores para el corte se determinan en base a
los datos tecnológicos.
El TURN PLUS genera el plan de trabajo teniendo
en cuenta atributos tecnológicos, como medidas,
tolerancias, profundidad de rugosidad, etc. Cada
entrada y cada paso de trabajo se genera y se
visualiza y es posible corregirlo al instante.
En base al seguimiento del bloque de la pieza en
bruto TURN PLUS optimiza los recorridos, evita
”cortes en vacío”, así como colisiones entre la pieza
y la cuchilla de la herramienta. La estrategia de
generación de programas se basa en la "secuencia
de mecanizado" o en „parámetro de mecanizado“.
De este modo el TURN PLUS se adapta a sus
necesidades.
Es posible emplear resultados parciales y procesarlos con DIN
PLUS (ejemplo: definir un contorno con TURN PLUS y programar el
mecanizado en DIN PLUS). O se optimiza el programa DIN PLUS
generado en TURN PLUS.
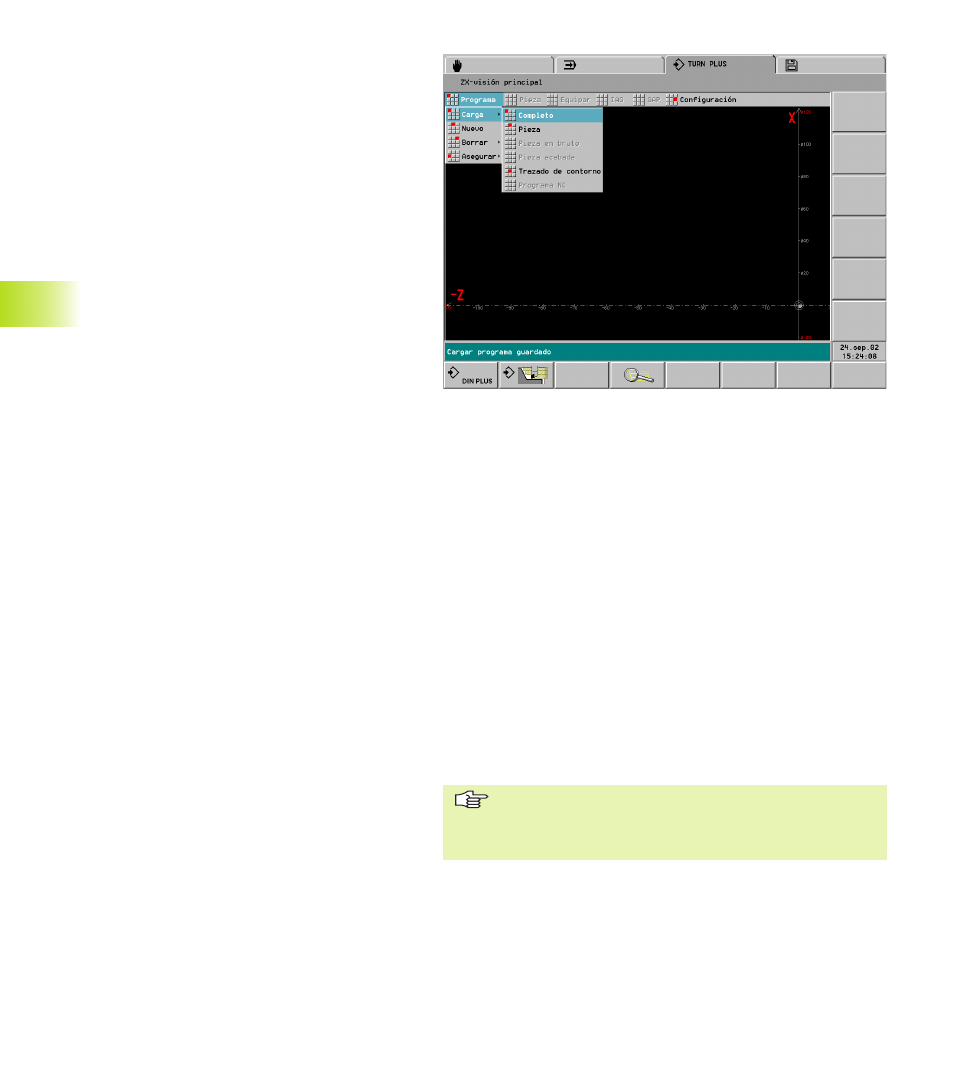
Instrucciones de manejo
La „Línea de estado“ (encima de la carátula de softkey) le informa
acerca de los pasos de control posibles.
TURN PLUS trabaja con una estructura de menú de varios niveles.
Con la tecla ESC se retrocede un nivel en el menú.
La descripción presente tiene en cuenta el proceso por menú,
softkeys y Touch-Pad. Es posible seguir empleando el proceso
conocido de versiones anteriores del TNC PILOT sin softkeys ni
Touch-Pad.
Si se representan varias ventanas (vistas) en la pantalla, la
„ventana activa“ se caracteriza por un marco verde. „Página adel-
ante/atrás“ cambia entre las ventanas. La tecla „.“ presenta la
ventana activa al tamaño de la pantalla. Activando de nuevo „.“ se
pasa a „varias ventanas“.
En la „Configuración“ se ajustan las variantes de visualización y de
entrada (ver „
6.15 configuración“).
La generación del plan de trabajo de TURN PLUS emplea
el banco de datos de la pieza, del medio de sujeción y
del banco de datos tecnológico. Presten atención a que
la descripción de la herramienta sea actual y correcta.