5 ór denes g eométr icas – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 103
CNC PILOT 4290 de HEIDENHAIN
91
¡ Atención peligro de colisión !
La rosca se realiza a lo largo del
elemento de referencia. Sin tronzado de
rosca se programa otro elemento lineal
para el paso de rosca,
■
Q=15: roscado extrafino UNEF US
■
Q=16: roscado de tubo cónico NPT
■
Q=17: roscado de tubo cónico NPTF Dryseal
■
Q=18: roscado de tubo cilíndrico NPSC US con medio de
lubrificación
■
Q=19: NPFS roscado de tubo cilíndrico US sin lubricante
F:
Paso de roscado – necesario en Q=1, 3..7, 12. En otros tipos de
roscado se determina F según el diámetro, si no está
programado (ver „
11.1.5paso de roscado“).
P:
Profundidad de roscado – sólo se indica cuando Q=12
K:
Longitud de marcha por inercia (en roscados sin tallado) – por
defecto: 0
D:
Punto de ref. (posición de la salida de la rosca) – por defecto: 0
■
D=0: Salida de la rosca al final del elemento de ref.
■
D=1: Salida de la rosca al comienzo del elemento de ref.
H:
Nº de pasos de rosca – por defecto: 1
A:
Angulo flanco izquierdo – sólo se indica cuando Q=12
W:
Angulo flanco derecho – sólo se indica cuando Q=12
R:
Anchura de la rosca – indicar sólo cuando Q=12
E:
Paso variable (amplia/reduce el paso por vuelta según el valor
de E) – por defecto: 0
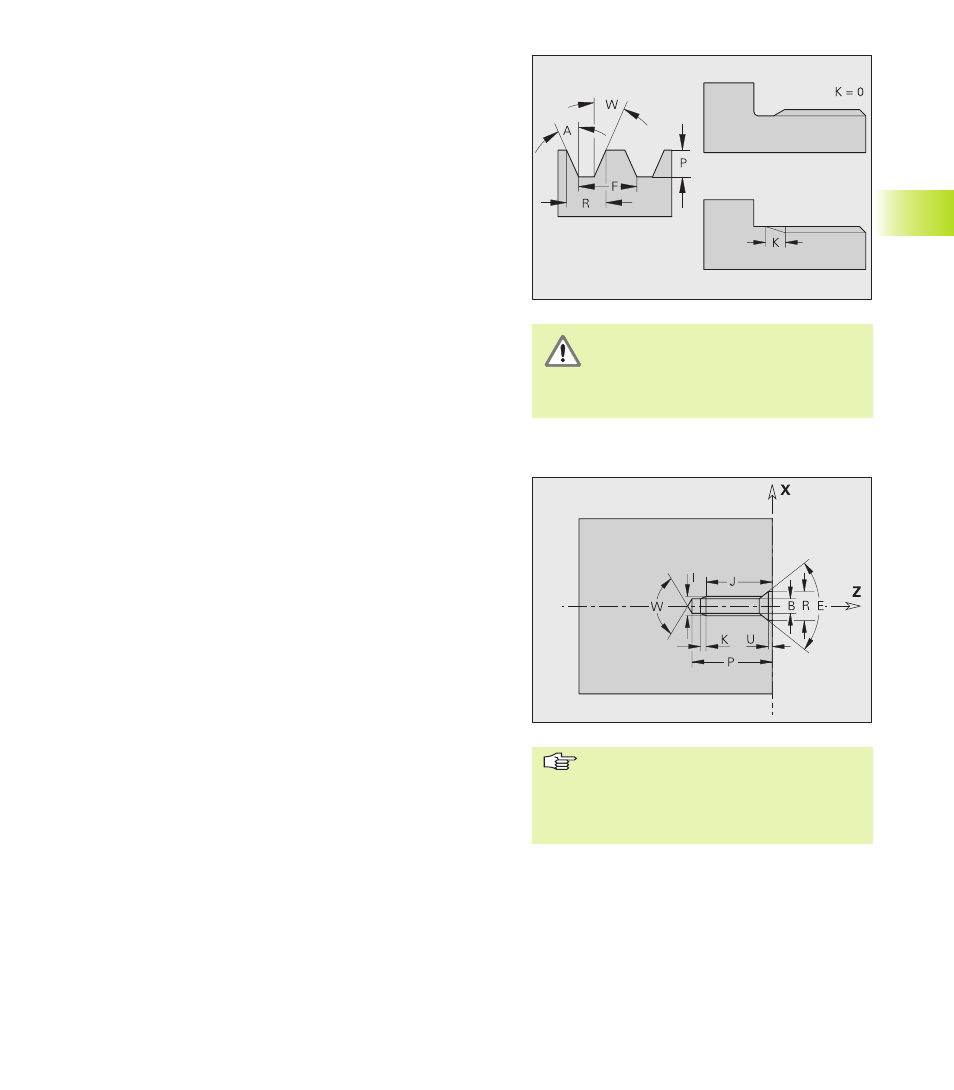
Taladro (céntrico) G49-Geo
Taladro individual con profundización y rosca en el centro de giro
(lado frontal o lateral). El taladro G49 no es parte del contorno, sino
un elemento de forma.
Parámetros
Z:
Posición del inicio del taladro (punto de referencia)
B:
Diámetro del taladro
P:
Profundidad del taladro (sin punta de taladro)
W:
Angulo de la punta – por defecto: 180°
R:
Diámetro de avellanado
U:
Profundidad de avellanado
E:
Angulo de avellanado
I:
Diámetro de la rosca
J:
Profundidad de la rosca
K:
Entrada de rosca (longitud)
F:
Paso de roscado
V:
Roscado a izquierdas o a derechas – por defecto: 0
■
V=0: roscado a derechas
■
V=1: roscado a izquierdas
A:
Angulo (posición del taladro) – por defecto: 0
■
A=0: Parte frontal
■
A=180: Parte posterior
O:
Diámetro de centraje
n
Programar G49 en la sección PARTE
MECANIZADA (no en parte FRONTAL o
POSTERIOR).
■
Mecanizar el taladro G49 con
G71...G74.
4.5 Ór
denes g
eométr
icas