1 1 pr epar ación – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 294
6 TURN PLUS
282
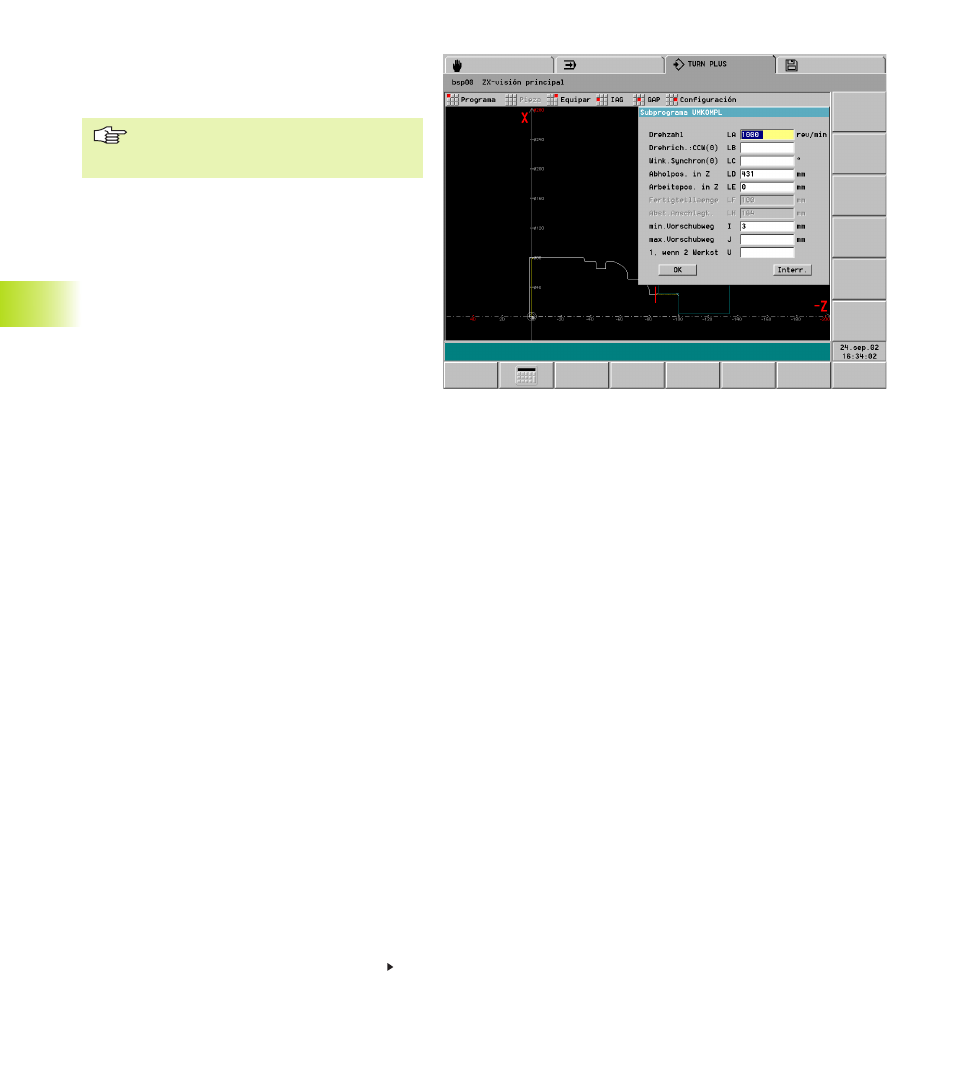
TURN PLUS introduce los parámetros
determinados como valores de propuesta.
Comprobar o añadir las entradas.
El significado del parámetro de
transferencia depende del nombre del
programa experto.
Parámetro de entrega en programa experto
„UNCOMPL“
Velocidad en la entrega parcial (LA)
Sentido de rotación del cabezal (LB):
■
0: CCW
■
1: CW
Marcha sincronizada de velocidad o de ángulo (LC):
■
0: marcha sincronizada de ángulo sin
descentramiento angular
■
>0: marcha sincronizada del ángulo con
descentramiento angular dado
■
<0: marcha sincrónica de velocidad
Posición de recogida en Z (LD):
■
0: Posición de recogida en medida de la
máquina 1
■
1..6: posición de recogida en medida de la
máquina 1..6
■
≠
0..6: posición de recogida – Cálculo del
valor de propuesta: ver dibujo
Posición de trabajo en Z (LE):
Valor de propuesta: offset de punto cero
p.ej. a partir del parámetro de máquina 1164
para el eje Z $1 (ver dibujo)
Longitud de la pieza mecanizada (LF): a partir de la
descripción de la pieza
Distancia vértice límite (LH): distancia punto de
referencia mandril – vértice del tope,
mordaza de sujeción, determinada a partir
de la segunda sujeción
trayectoria de desplazamiento mínima (I):
■
sin desplazar a tope fijo: distancia de
seguridad a la pieza de recuperación – Valor
de propuestos: desde la„Distancia de
seguridad a la pieza sin mecanizar“
(Parámetro de mecanizado 2)
■
con desplazar a tope fijo ver manual de la
máquina
Trayectoria de desplazamiento máxima(J):
■
sin introducción: sin desplazar al tope fijo
■
con introducción: con desplazamiento al
tope fijo – Significado de los parámetros I y
J: ver manual de la máquina
1, si 2 pieza (U): no tiene significado
6.1
1 Pr
epar
ación
Continuación en la página siguiente