2 datos de conexión, 3 especificaciones del ciclo – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 300
6 TURN PLUS
288
Dirección de mecanizado en la selección de la zona:
■
por tecla o softkey: la serie de la selección determina
el sentido de mecanizado
■
Touch-Pad:
botón izquierdo del ratón – Dirección de mecanizado en
dirección de ajuste del contorno;
botón derecho del ratón – Dirección de mecanizado en
sentido contrario al ajuste del contorno
6.12.2 Datos de conexión
■
La velocidad de corte, el avance principal y
secundario se determinan según el material y los
datos de la herramienta – comprobar/optimizar los
valores
■
la profundidad máxima de corte P: se adopta
como parámetro de ciclo.
■
Refrigerante, definir circuito refrigerante: fijar
eficacia
6.12 g
er
ner
ación int
er
activ
a del plan de tr
abajo (IA
G
)
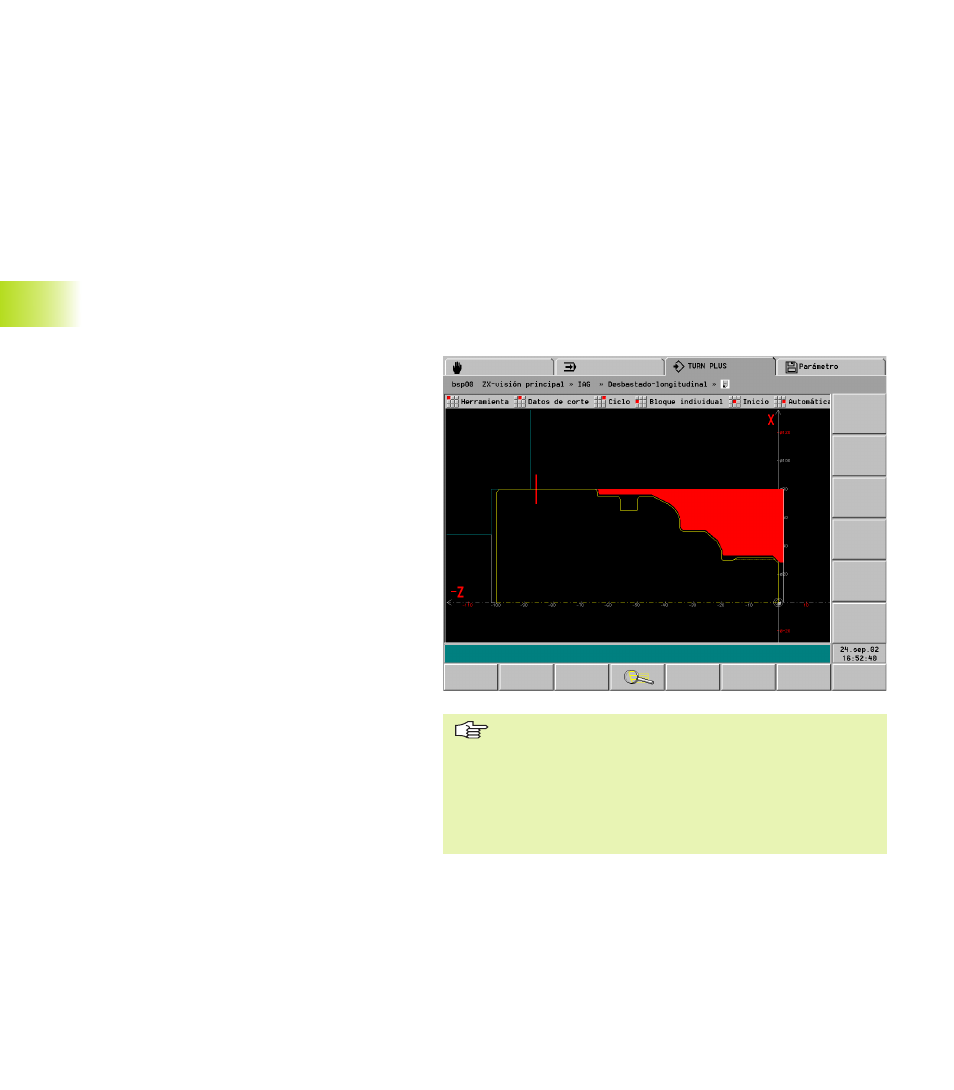
6.12.3 Especificaciones del ciclo
Punto del menú „Ciclo – ...“
Zona de mecanizado: Ajustar la zona de arranque
de viruta por la selección de zona.
Parámetro de ciclo: Comprobar/optimizar el
parámetro.
Desplazar: La herramienta se desplaza en marcha
rápida desde la posición actual a la posición de
desplazamiento antes de llamar al ciclo.
Los ciclos de taladrado y roscado no contienen
”aproximación”. Con ”aproximación” se coloca la
herramienta en la posición deseada.
Desplazar libremente: La herramienta se desplaza
tras el cierre del ciclo en marcha rápida a la posición
en marcha libre
Desplazarse al punto de cambio de la
herramienta: La herramienta se desplaza tras
finalizar el ciclo o tras el„Desplazamiento libre“ en
marcha rápida a la posición de cambio. La posición
de cambio fijada en la ventana de diálogo sólo se
valora en „WP=1“ (parámetro de mecanizado 2).
El tipo de desplazamiento (G0 o G14) y la posición
de cambio se fijan en el parámetro de mecanizado
2.