5 p arámetr os de mecanizado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 375
CNC PILOT 4290 de HEIDENHAIN
363
7.5 P
arámetr
os de mecanizado
5 – Acabar
Acabar - Normas de herramienta y mecanización
Las herramientas se seleccionan dependiendo del lugar de
mecanizado y de la dirección de mecanizado principal (HBR) en
base al ángulo de ajuste y de la punta. Además, para seleccionar la
herramienta se tiene:
■
Preferentemente se utilizan herramientas de desbaste
estándard.
■
Si la herramienta de acabado estándard no puede mecanizar los
elementos de forma giros libres (forma FD) y entalladuras (forma
E, F, G), se omiten sucesivamente los elementos de formas.
TURN PLUS intenta mecanizar el ”contorno restante” de forma
interactiva. Los elementos de forma omitidos se mecanizan
después individualemente con una herramienta adecuada.
■
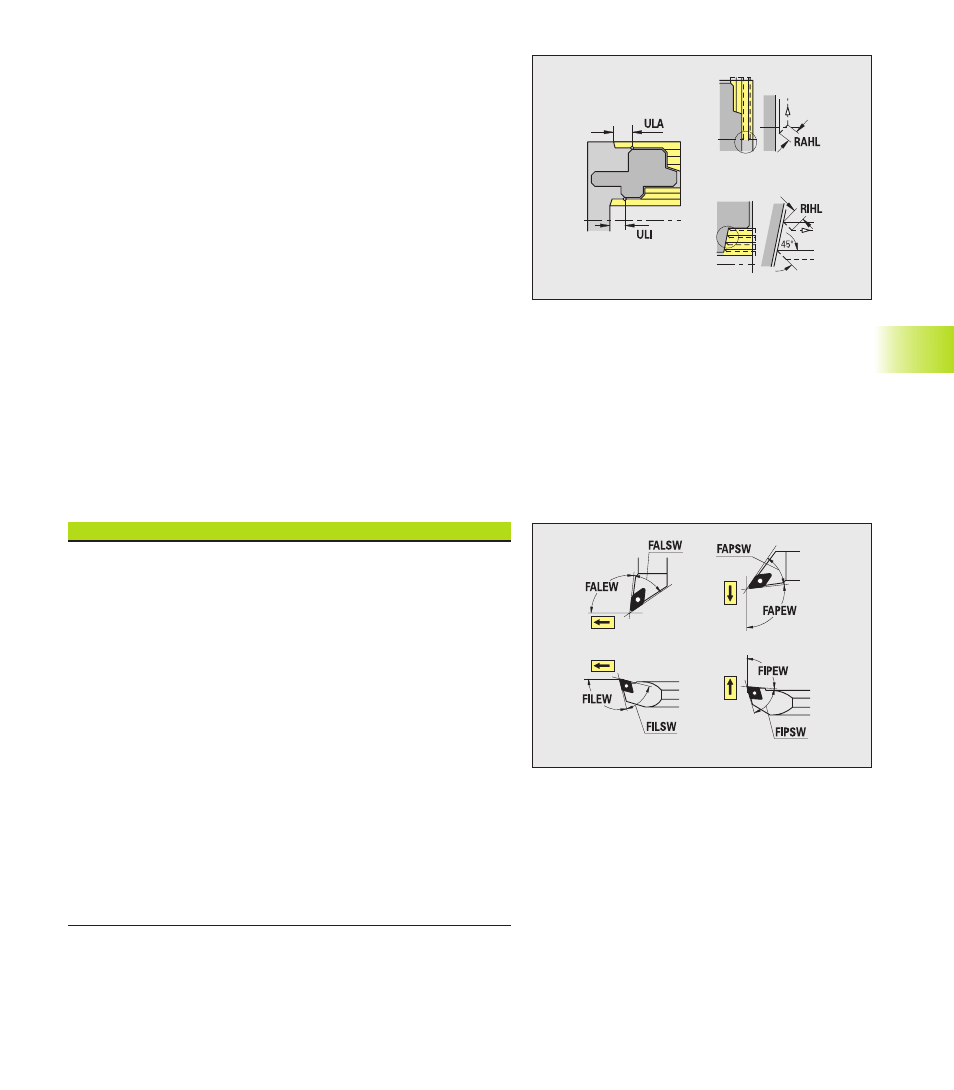
Angulo de ajuste – exterior/longitudinal [FALEW]
■
Angulo de la punta – exterior/longitudinal [FALSW]
■
Angulo de ajuste – exterior/transversal [FAPEW]
■
Angulo de la punta – exterior/transversal [FAPSW]
■
Angulo de ajuste – interior/longitudinal [FILEW]
■
Angulo de la punta interior/longitudinal [FILSW]
■
Angulo de ajuste – interior/transversal [FIPEW]
■
Angulo de la punta – interior/transversal [FIPSW]
Desbastar – Ciclos de mecanizado
■
Longitud sobresaliente exterior [ULA]: longitud que sobresale
del punto final (de destino) al desbastar en el mecanizado exterior
en dirección longitudinal. – No se considera cuando la limitación
de corte se encuentra delante o dentro de la longitud
sobresaliente.
■
Longitud de inclinación interior [ULI] (ver también „
6.15.5
contornos interiores“)
■
longitud, a la que en el mecanizado interior en dirección longi-
tudinal se desbasta por encima del lugar de destino. – No se
considera cuando la limitación de corte se encuentra antes o
dentro de la longitud sobresaliente.
■
Se emplea para calcular la profundidad de taladrado en la
preperforación céntrica.
■
Longitud de levantamiento exterior [RAHL]
■
Longitud de levantamiento interior [RIHL]
Longitud de levantamiento para variantes de suavización (H=1, 2)
en los ciclos de destaste (G810, G820) en mecanizados exteriores
(RAHL) / mecanizados interiores (RIHL).
■
Factor de reducción profundidad de corte [SRF] – En los
procesos de desbaste con herramientas que no se utilizan en la
dirección de mecanizado principal, se reduce el avance
(profundidad de corte). Cálculo del ajuste (P) para los ciclos de
desbastado (G810, G820):
P = ZT * SRF (ZT: ajuste a partir del banco de datos tecnológico)