7 ciclos de rotación – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 144
4 DIN PLUS
132
4.7 Ciclos de rotación
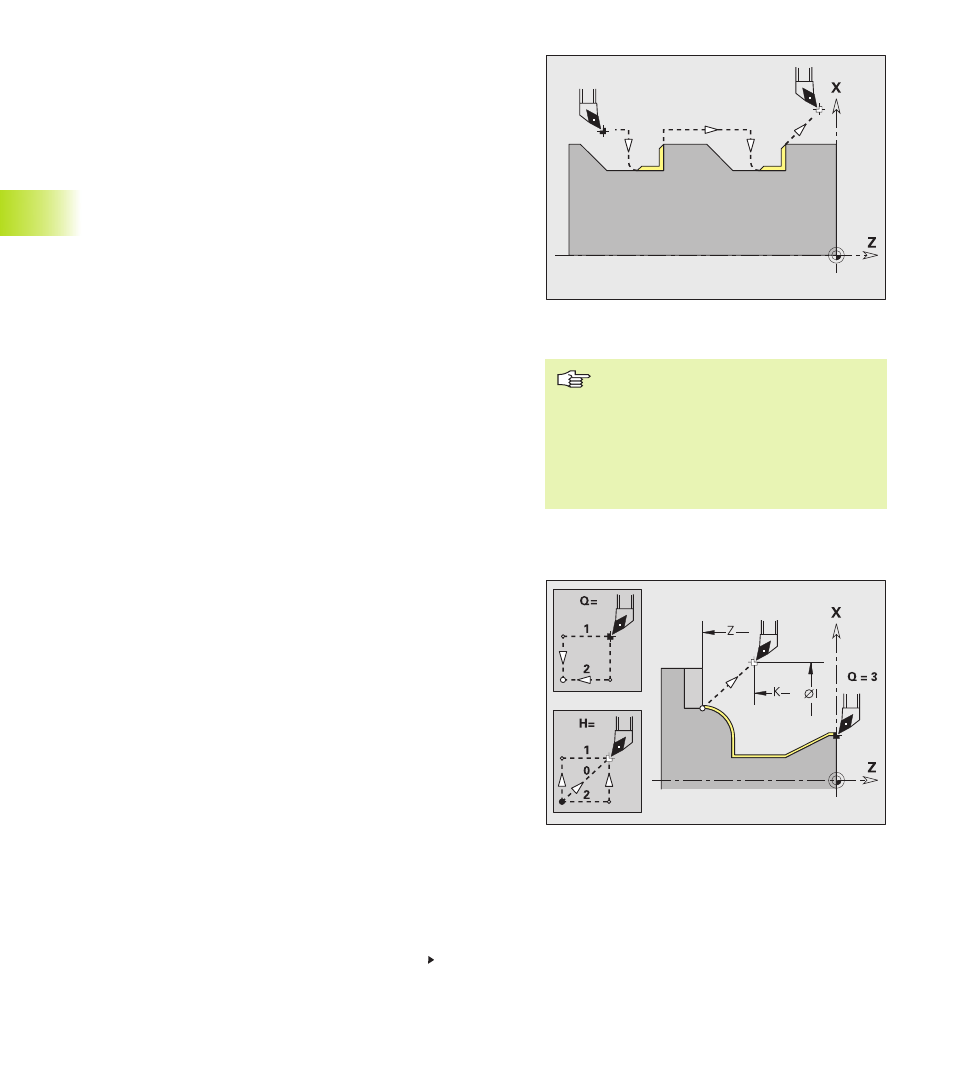
Acabado del contorno G890
G890 realiza el acabado del margen del contorno descrito mediante
”NS, NE” incluidos biseles/redondeos de forma paralela al
contorno en un sólo corte. Los tallados libres se mecanizan cuando
lo permite la geometría de la herramienta.
El CNC PILOT reconoce en base a la definición de la herramienta si
se trata de un mecanizado interior o exterior.
Con ”NS – NE” se determina la dirección del mecanizado. Cuando
el contorno a mecanizar consta sólo de un elemento:
■
Mecanizado en la dirección de definición de contorno, al
programar exclusivamente NS
■
Mecanizado en contra de la dirección de definición del
contorno, al programar NS y NE
El Acabado restante se activa con „Q=4“ (ejemplo: desbarbar con
herramientas de acabado en dirección de mecanizado contraria). El
CNC PILOT ya conoce los márgenes mecanizados y los ahorra.
Cuando ”Q=4” no se puede influir en el tipo de entrada - el ciclo de
acabado genera el recorrido de entrada.
En pequeños biseles/redondeos se tiene:
■
No están programadas la profundidad de rugosidad o el avance
(con G95-Geo): el CNC PILOT realiza una reducción automática del
avance. EL chaflán/redondeo se mecaniza con al menos 3
rotaciones.
■
Profundidad de rugosidad o avance (con G95-Geo)
programadas: sin reducción de avance automática
En chaflanes/redondeos, que debido a su tamaño se mecanizan con
un mínimo de 3 vueltas, no se realiza la reducción automática del
avance.
Parámetros
NS:
Número de frase inicial (principio de la sección del contorno)
NE:
Número de frase final (final de la sección del contorno)
E:
Comportamiento de profundización
■
E=0: los contornos descendentes no se mecanizan
■
E>0: avance de profundización
■
si no se programa: el avance se reduce en relación al ángulo
de profundización - máximo un 50%
V:
Identificación principio/final – por defecto: 0
Se mecaniza un chaflán/redondeo:
■
V=0: al principio y al final
■
V=1: al principio
■
V=2: al final
■
V=3: sin mecanizado
■
V=4: se mecaniza chaflán/redondeo – no el elemento base
(condición: sector del contorno con un elemento)
Continuación en la página siguiente
Durante el acabado restante (G890 –
Q4) el CNC PILOT comprueba si la
herramienta puede entrar en el contorno
sin colisionar. Determinante para la
supervisión de colisión es el parámetro
de herramienta „Ancho dn“ (ver „
8.1.2
Instrucciones para los datos de
herramienta“).
G890 Q4 – Acabado del contorno (acabado rest-
ante)