HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 307
CNC PILOT 4290 de HEIDENHAIN
295
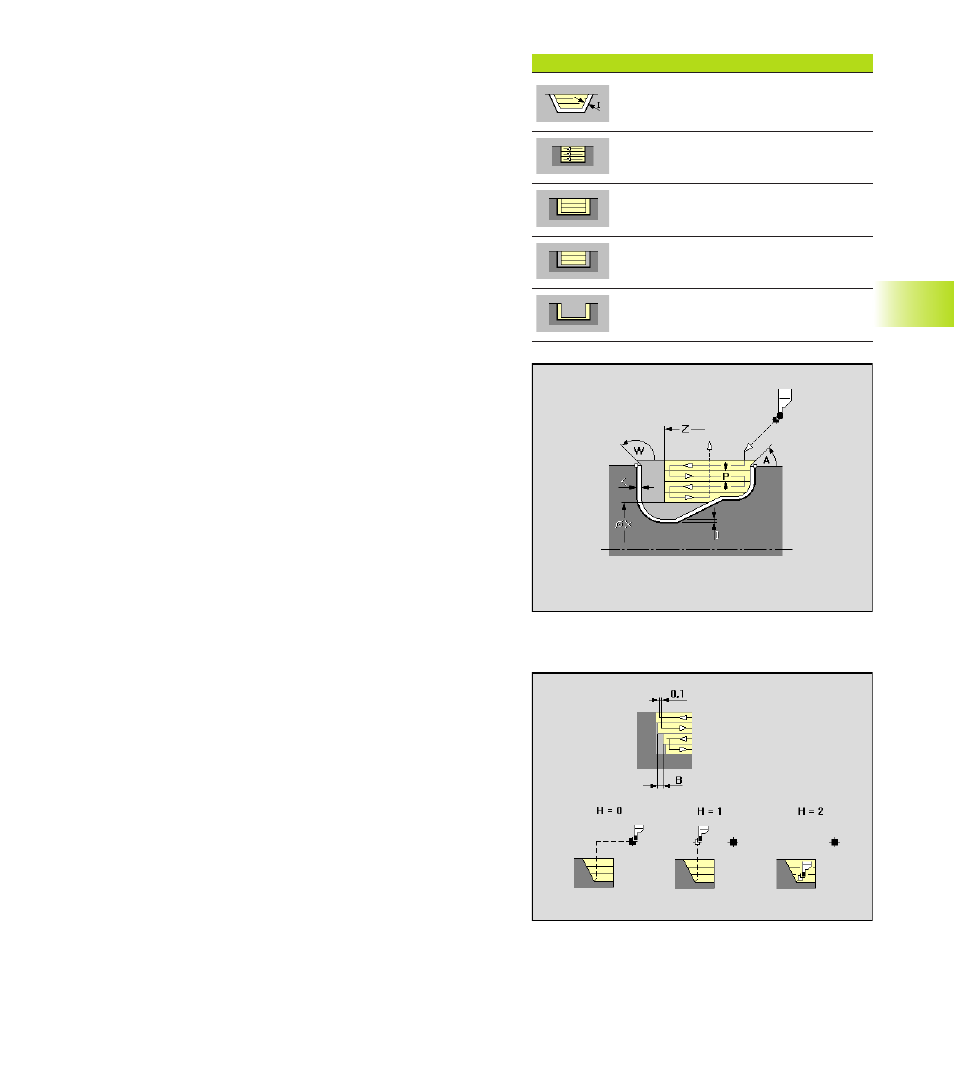
Torneado profundo (G869)
El CNC PILOT arranca el material con movimientos alternativos de
penetración y desbaste.
Parámetros
P:
Profundidad de corte máxima
R:
Corrección de profundidad – Dependiendo del material, de
la velocidad de avance etc. el corte „invierte“ el corte
durante el mecanizado de giro. Este error de ajuste se
corrige con la „Corrección de profundidad de giro R“. Por lo
general la corrección se proporciona de forma empírica.
B:
Ancho de desplazamiento – A partir del segundo ajuste se
reduce durante el paso del mecanizado de giro y de
tronzado la trayectoria que se va a mecanizar al „Ancho de
desplazamiento B“. En cada siguiente transición de
torneado en avellanado en dicho flanco, se realiza la
reducción según ”B” - además del desfase anterior. El
material restante se mecaniza al final del avellanado previa
con un recorrido de avellanado.
A, W:
Ángulo de arranque, ángulo de salida – Referencia: eje Z –
por defecto: en sentido contrario al tronzado
X, Z:
Limitación del corte
Ajustar tipo de medida: mediante sofkey
I, K:
Medida longitudinal/transversal diferente
I:
medida constante – genera „Medida G58“ antes del ciclo
S:
(Unidireccional/) Bidireccional – Ajuste mediante softkey
El pretronzado se realiza:
■
sí (S=0): bidireccional
■
No (S=1): unidireccional en la dirección de mecanizado
fijada durante la selección de la zona de mecanizado
O:
Avance de tronzado – por defecto: avance activo
E:
Avance de acabado - por defecto: avance activado
H:
Tipo de desplazamiento libre durante el final del ciclo
■
H=0: volver al punto inicial (axial: primero dirección Z- a
continuación dirección X; radial: primero dirección X- a
continuación dirección Z)
■
H=1: se posiciona antes del contorno mecanizado
■
H=2: retira a la distancia de seguridad y se para
Desarrollo:
Ajuste mediante Softkey
■
Pretaladrado y acabado en un ciclo de trabajo
■
sólo pretronzado
■
sólo desbaste
Softkeys „Torno para tronzar“
Ajustar medida longitudinal/transversal
o medida constante
Unidireccional/Bidireccional
Pretronzado y acabado
Pretronzado
Acabado
6.12 Gener
ación int
er
activ
a del plan de tr
abajo (IA
G
)