5 ór denes g eométr icas – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 110
4 DIN PLUS
98
G103-Geo
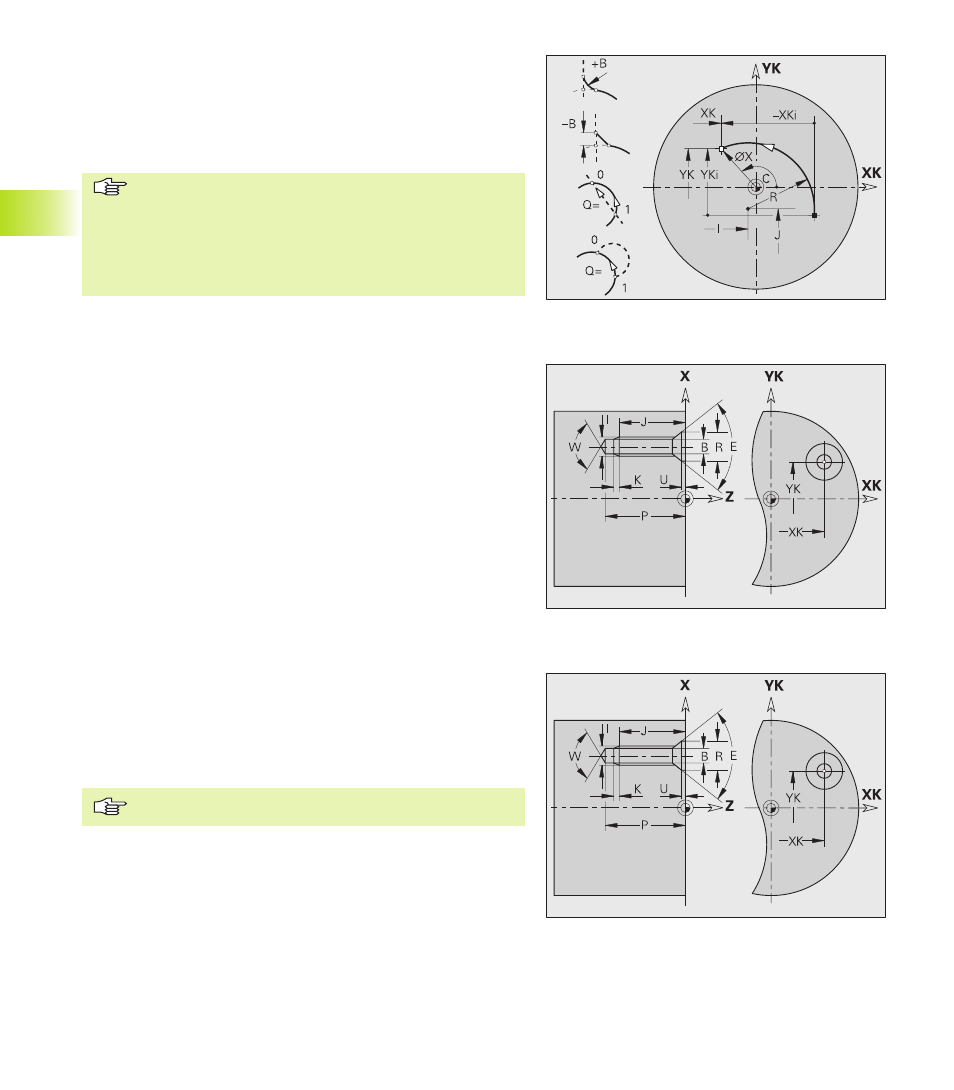
Taladrado lado frontal/posterior G300-Geo
Taladrado con profundización y rosca.
Parámetros
XK, YK: punto central en coordenadas cartesianas
B:
Diámetro del taladro
P:
Profundidad del taladro (sin punta del taladro)
W:
Angulo de la punta – por defecto: 180°
R:
Diámetro de avellanado
U:
Profundidad de avellanado
E:
Angulo de avellanado
I:
Diámetro de la rosca
J:
Profundidad de la rosca
K:
Entrada de rosca (longitud)
F:
Paso de roscado
V:
Roscado a izquierdas o a derechas – por defecto: 0
■
V=0: roscado a derechas
■
V=1: roscado a izquierdas
A:
Angulo – inclinación del taladro (referencia: eje Z)
■
parte frontal – por defecto: 0° (margen: –90° < A < 90°)
■
parte posterior – por defecto: 180° (margen: 90° < A < 270°)
O:
Diámetro de centraje
Mecanizar taladros G300 con G71...G74.
4.5 Ór
denes g
eométr
icas
B:
Chaflán/Redondeo – Paso al siguiente elemento del contorno.
Programar el punto final teórico, cuando se introduce un
chaflán/ redondeo
■
B sin introducción: paso tangencial
■
B=0: paso no tangencial
■
B>0: radio del redondeo
■
B<0: Ancho del chaflán
Programación
■
X, XK, YK: absoluta, incremental, autoenclavada o „?“
■
C: absoluta, incremental o autoenclavada
■
I, J: absoluta o incremental
■
El punto final no debe ser el punto inicial (sin círculo
completo).