9 asignación de atributos, 1 atributos de la pieza en bruto, 2 demasía (=sobremedida) – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 279: 3 avance/profundidad de rugosidad(es), 9 asignar atr ibut os
CNC PILOT 4290 de HEIDENHAIN
267
6.9
Asignar atr
ibut
os
6.9.1 Atributos de la pieza en bruto
Definir el „Tipo de semiacabado“ (ventana de diálogo „Calidad de
superficie“):
■
Pieza de fundición/de forjado sin mecanizar: generación del plan
de trabajo tras la estrategia „Mecanizado de fundición“ (primero
desbastado transversal – a continuación desbastado longitudinal).
■
pieza sin mecanizar pregirada: generación del plan de trabajo
según una estrategia estándar. A diferencia del mecanizado
estándard se emplean ciclos de desbaste paralelos al contorno.
■
„desconocido“ (o sin atributo definido): Generación del plan de
trabajo tras la estrategia estándar.
6.9
Asignación de atributos
Atributos de la pieza en bruto
influyen en la división de las zonas de mecanizado y la selección de
los ciclos de desbaste en la GAPT.
Seleccionar: ”pieza de trabajo - pieza en bruto - atributos”
Pieza mecanizada-Atributos
Después de la descripción geométrica del contorno de la pieza
acabada se pueden asignar atributos a los elementos/zonas del
contorno. La GAPT (generación automática del plan de trabajo) y la
GIPT (generación interactiva del plan de trabajo) evaluan los
atributos para generar el plan de trabajo.
Seleccionar: ”pieza de trabajo - pieza acabada - atributos”
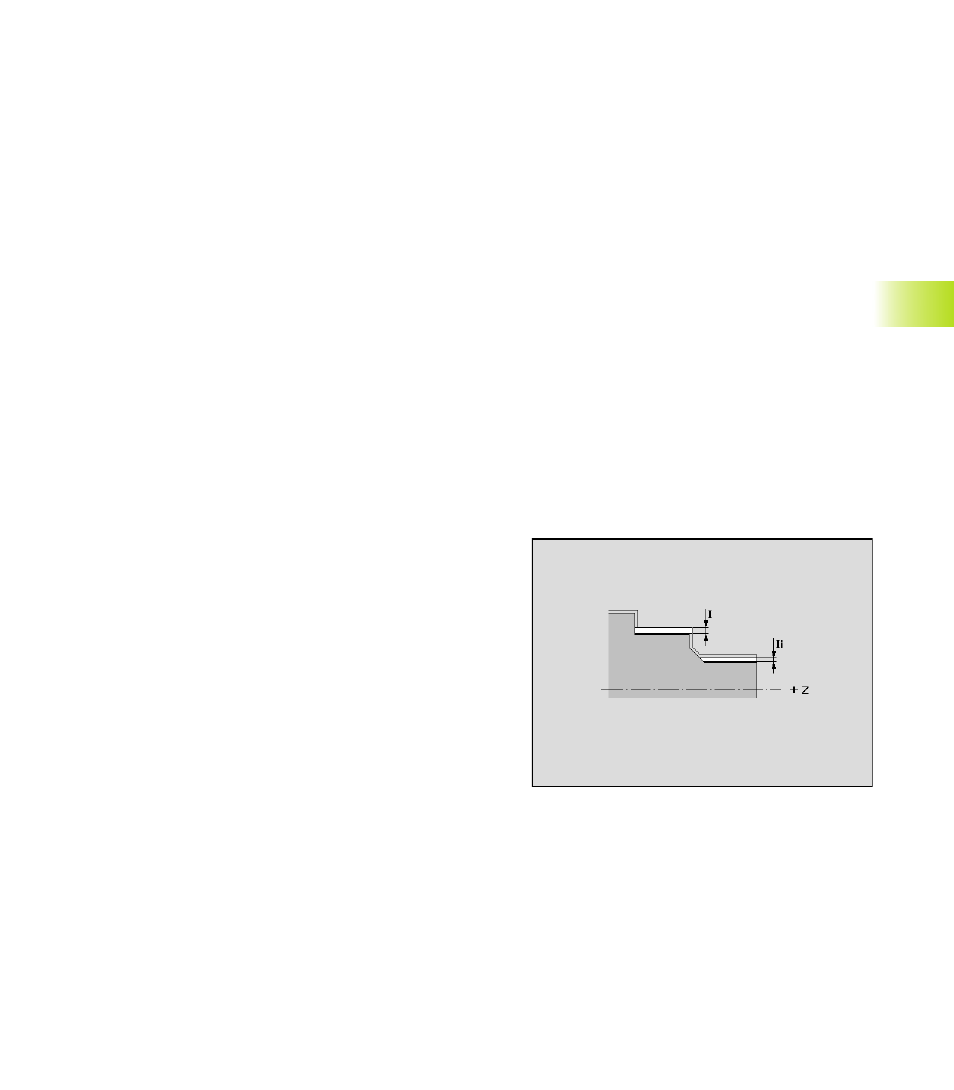
6.9.2 Demasía (=sobremedida)
La sobremedida se mantiene tras el mecanizado (Ejemplo:
sobremedida de rectificación). TURN PLUS diferencia:
■
Medida absoluta: es „definitiva“ – se ignoran otras medidas.
■
Medida relativa: se añade a otras medidas
Parámetros
I:
medida absoluta
Ii:
medida relativa
6.9.3 Avance/profundidad de rugosidad(es)
Avance
El valor de entrada sirve como avance de acabado (ver también „
4.5.4 órdenes de ayuda de la descripción del contorno“).
Reducción del avance
El valor de entrada se multiplica por el avance actual.