8 ciclos de roscado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 152
4 DIN PLUS
140
Ciclo de roscado G31
G31 crea con G24-, G34- o G37-Geo roscas definidas sencillas,
unidas y de varias múltiples.
La rosca exterior o interior se reconoce según la definición de la
herramienta. Los cortes de rosca se calculan según la profundidad
de rosca, „ajuste I“ y „tipo de ajuste V“
Parámetros
NS:
Número de frase (referencia al elemento base G1-Geo; rosca
unida: número de frase del primer elemento base)
I:
Máximo paso de aproximación
B, P: Longitud de avance, longitud de descarga – sin entrada: la
longitud se proporciona a partir de entalladuras contiguas o
tronzados. Entalladura/tronzado no existente: „avance de
rosca-, longitud de avance de rosca” a partir del parámetro de
mecanizado 7.
D:
Sentido de corte (ref.: dirección de definición del elemento
básico) - por defecto: 0;
■
D=0: la misma dirección
■
D=1: dirección opuesta
V:
Tipo de ajuste – por defecto: 0;
■
V=0: corte transversal de sujeción constante en todos los
cortes
■
V=1: aproximación constante
■
V=2: con división de corte restante – Primera aproximación
= „Resto“ de la división profundidad de rosca/Profundidad de
corte. El „último corte” se divide en corte 1/2-, 1/4-, 1/8- y 1/8.
■
V=3: el ajuste se calcula a partir del paso y de la velocidad
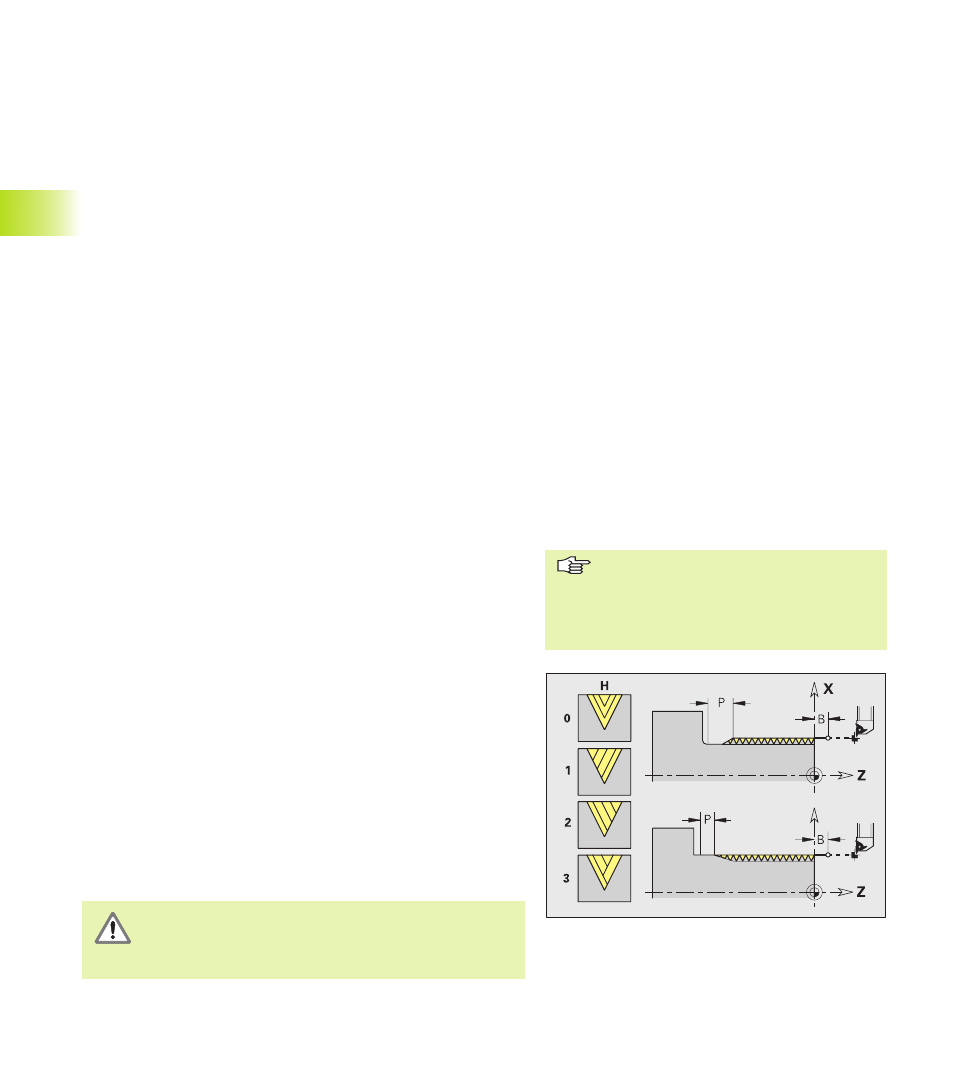
H:
Tipo de desplazamiento (ajuste para el acabado de los flancos
de rosca) – error: 0
■
H=0: sin desplazamiento
■
H=1: desplazamiento izquierdo
■
H=2: desplazamiento derecho
■
H=3: Desplazamiento variable derecha/izquierda
Q:
Cantidad de pasos vacíos tras el último corte (para la
reducción de la presión de corte en la base de la rosca) – por
defecto: 0
C:
Ángulo de inicio (el principio de la rosca se encuentra definido
en elementos de contorno con giro no simétrico) – error: 0
4.8
Ciclos de roscado
El carro precisa de un recorrido inicial antes de la rosca en si, para
poder acelerar y alcanzar la velocidad de avance y un recorrido de
salida al final de la rosca para frenar el carro.
La calidad de la rosca empeora cuando el recorrido inicial o el
recorrido por inercia son demasiado cortos. En este caso el CNC PI-
LOT emite un aviso.
4.8 Ciclos de roscado
Longitud de avance: BA > 0,75 * (F*S)² / a + 0,15
Longitud de terminal de rosca: BE > 0,75 * (F*S)² /
e + 0,15
BA:
Longitud de avance mínima
BE:
Longitud de terminal de rosca mínima
F:
Paso de rosca en mm/revolución
S:
Velocidad en revoluciones/segundo
a, e:
Aceleración en mm/s²
(ver „Aceleración principio de frase/final de frase“
en el parámetro de máquina 1105, ...)
■
„Parada de avance“ se activa al final
del corte de rosca
■
Override de avance no está activo
■
¡En el precontrol desactivado no
emplear override del cabezal!
Desarrollo del ciclo
1 Se calcula la subdivisión del corte
2 desplazamiento diagonal en marcha rápida en el
”punto de arranque interno”, que se determina de
la ”longitud del recorrido inicial B” y la distancia
de seguridad.
3 se realiza un corte de roscado
4 retrocede en marcha rápida y se aproxima para el
siguiente corte
5 se repiten 3...4 hasta que esté acabada la rosca
6 se realizan los cortes en vacio
7 retrocede al ”punto de arranque interno”
En las roscas con varias entradas se corta cada
pasada de roscado con la misma profundidad antes
de que se vuelva a realizar la aproximación de
nuevo.
¡ Atención: peligro de colisión !
Cuando la ”longitud de sobrepaso P” es demasiado
grande existe peligro de colisión. La longitud de
sobrepaso se comprueba en la simulación.