3 mecanizado en la superficie envolvente, 1 0 mecanizado eje c – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 162
4 DIN PLUS
150
Arco de círculo G103
4.1
0 Mecanizado eje C.
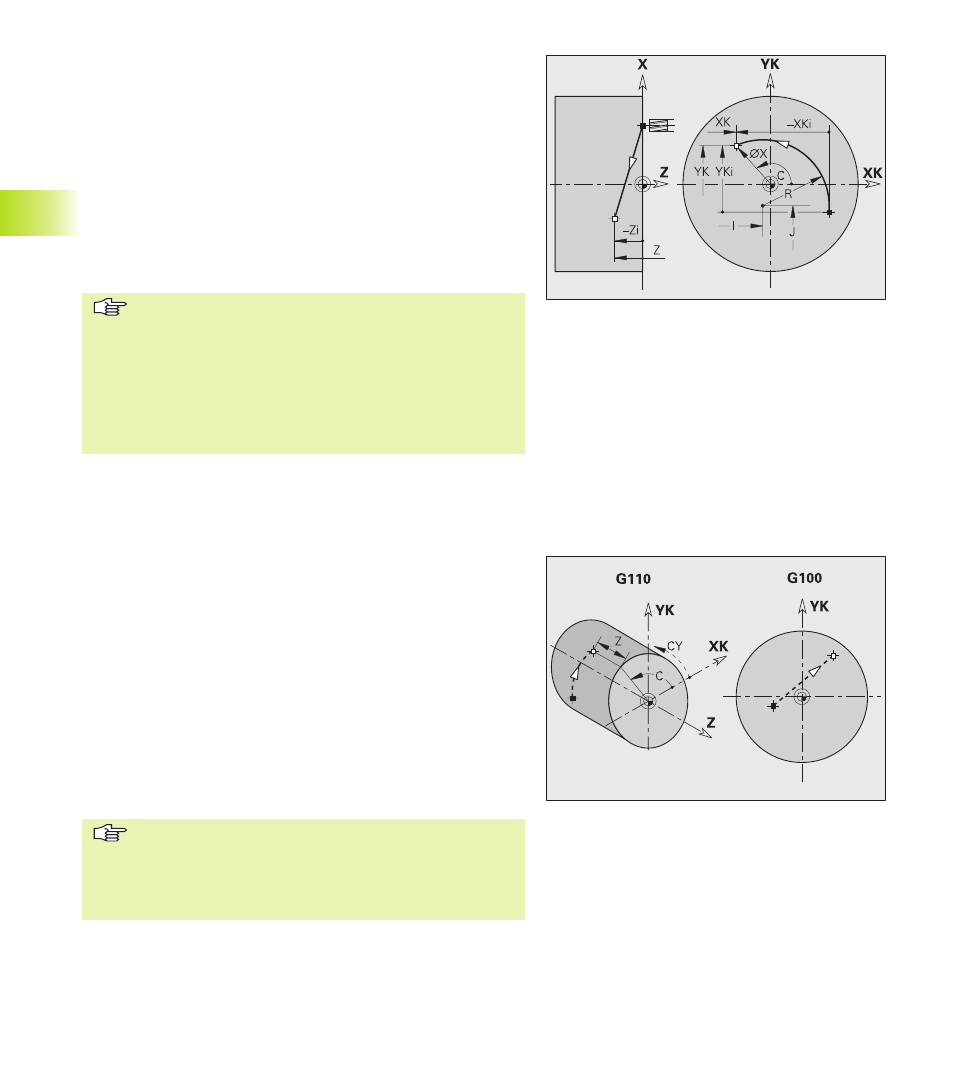
4.10.3 Mecanizado en la superficie envolvente
Marcha rápida en la superficie cilíndrica envolvente
G110
La herramienta se desplaza en marcha rápida según la trayectoria
más corta al "punto final”.
Parámetros
Z:
Punto final
C:
Medida angular del punto final
CY:
Punto final como medida del recorrido (referencia: desarrollo
de la superficie cilíndrica envolvente en G120 diámetro de
referencia)
X:
Punto final (medida del diámetro)
Programación
■
Z, C, CY: absoluta, incremental o autoenclavada
■
programar Z–C o Z–CY
G110 se recomienda para el posicionamiento del eje C a
un ángulo determinado (programación: N.. G110 C...).
Parámetros
X:
Diámetro del punto final
C:
Medida angular del punto final
XK, YK: punto final en coordenadas cartesianas
R:
Radio
I, J:
Punto final en coordenadas cartesianas
Z:
Profundidad final - por defecto: posición actual de Z
H:
Plano circular (plano de mecanizado) – por defecto: 0
■
H=0, 1: mecanizado de superficies frontales (plano XY)
■
H=2: mecanizado en el plano YZ
■
H=3: mecanizado en el plano XZ
K:
Punto central (dirección Z) – sólo cuando H=2, 3
Programación
■
X, C, XK, YK, Z: absoluta, incremental o autoenclavada
■
I, J: absoluta o incremental
■
programar X–C o XK–YK
■
programar „Punto central” o „Radio”
■
en „Radio”: sólo es posible arco circular <= 180°
■
Punto final en el origen de coordenadas: programar
XK=0 e YK=0