17 ejemplo, 1 7 ejemplo – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 344
6 TURN PLUS
332
6.1
7 Ejemplo
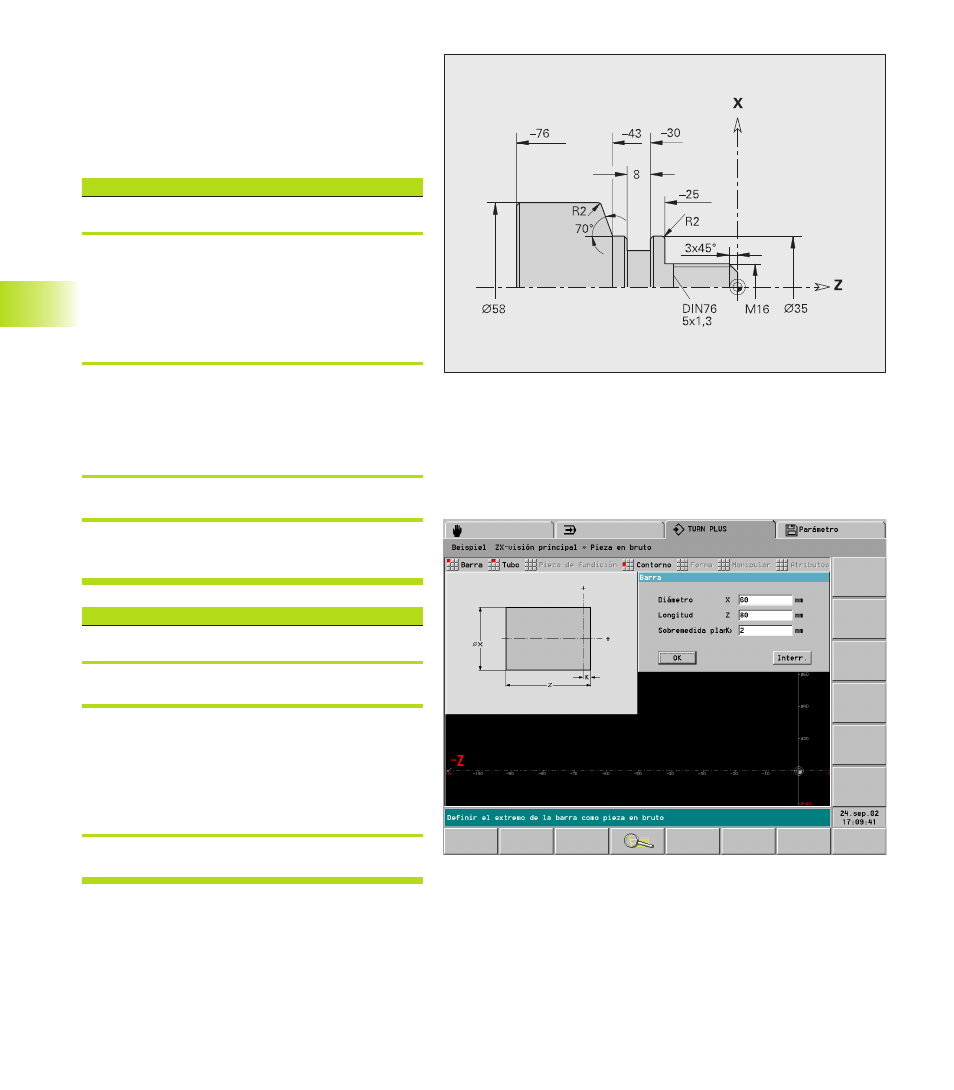
Biseles no acotados: 1x45°
Radios no acotados: 1mm
Bloque de la pieza en bruto: ¬60 X 80; material: Ck 45
6.17 Ejemplo
Partiendo del plano acabado se ejecutan los pasos
para realizar el contorno de la pieza en bruto y el
contorno de la pieza acabada, el equipamiento
(=preparar) y la generación automática del plan de
trabajo (GAPT).
Cargar el programa
Seleccionar ”programa - nuevo”
<
Ventana de diálogo ”nuevo programa”:
■
Introducir nombre del programa
■
Seleccionar el material – a partir de la lista de
palabras de longitud fija
■
activar superficie de conmutación „Cabecera del
programa“
<
Ventana de diálogo ”encabezamiento de
programa”:
■
Introducir „Cabezal – Carro para la primera
sujeción“
■
introducir otros campos si es necesario
<
volver a la ventana de diálogo „Nuevo programa“
<
„OK“ – el nuevo programa se encuentra
seleccionado
Definir el bloque de la pieza en bruto
Seleccionar ”pieza - pieza en bruto”
<
Seleccionar ”barra”
<
Ventana de diálogo de ”barra”:
■
Diámetro = 60 mm
■
Longitud = 80 mm
■
Sobremedida = 2 mm
■
„OK“ – TURN PLUS representa la pieza sin
mecanizar
<
Tecla ”ESC” – regreso al menú principal