6 órdenes de mecanizado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 129
CNC PILOT 4290 de HEIDENHAIN
117
Reflejar contornos G121
Refleja y/o desplaza el contorno en bruto o mecanizado. Se refleja
en el eje X, y se desplaza en la dirección Z. Para ello no se influye
en el cero pieza.
Mediante el empleo de G121 se puede utilizar la descripción de la
pieza de desbaste y de la pieza acabada para el mecanizado de la
parte delantera y trasera.
Parámetros
H:
Espejo – por defecto: 0
■
H=0: se desplaza el contorno - no se refleja
■
H=1: se desplaza el contorno, se refleja y se invierte la
dirección de la descripción del contorno
Q:
Reflejar el sistema de coordenadas (dirección del eje Z) - por
defecto: 0
■
Q=0: no reflejar
■
Q=1: reflejar
■
Los contornos de superficies laterales
se reflejan/ desplazan.
■
Los contornos auxiliares no se reflejan.
■
Tener en cuenta en Q=1: el sistema de
coordenadas incluido el contorno se
reflejan – H=1 refleja sólo el contorno.
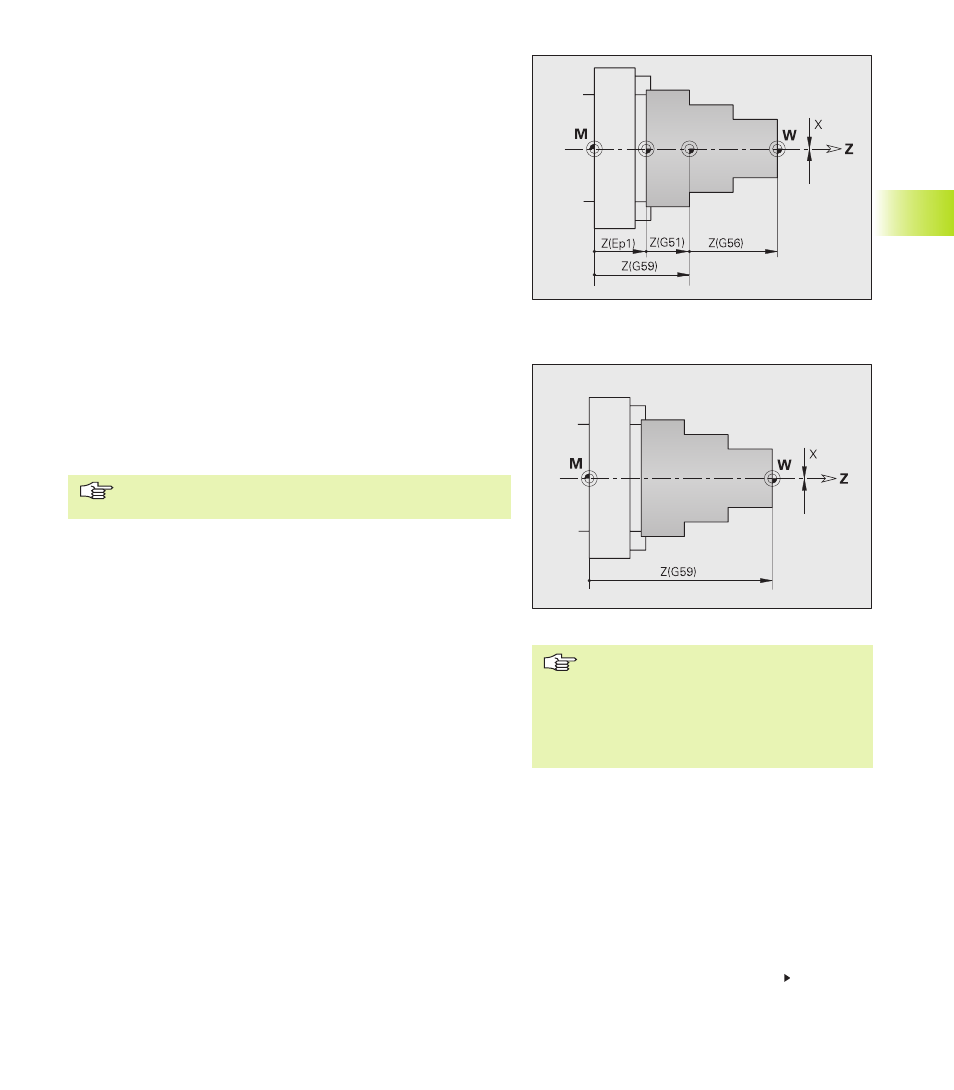
Desplazamiento aditivo del punto cero G56
Desplaza el punto cero de la pieza alrededor de „Z“ (o „X“). El
desplazamiento se refiere al cero pieza actualmente válido.
Si se programa G56 de forma múltiple, el desplazamiento se añade
siempre al cero pieza actualmente válido.
Parámetros
X, Z: Desplazamiento (X medida del radio) - por defecto: 0
Desplazamiento absoluto del punto cero G59
Ajusta el punto cero de la pieza a „X, Z”. El nuevo cero pieza es
válido hasta el final del programa.
Parámetros
X, Z: Desplazamiento del punto cero (medida del radio X)
G59 cancela todos los desplazamientos del punto cero
existentes (mediante G51, G53..G55 o G59).
Z:
Desplazamiento – por defecto: 0
D:
Reflejar XC/XCR (reflejar/desplazar contornos
frontal y posterior) - por defecto: 0
■
D=0: no reflejar/desplazar
■
D=1: reflejar/desplazar
Continuación en la página siguiente
4.6 Órdenes de mecanizado