9 ciclos de taladro – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 158
4 DIN PLUS
146
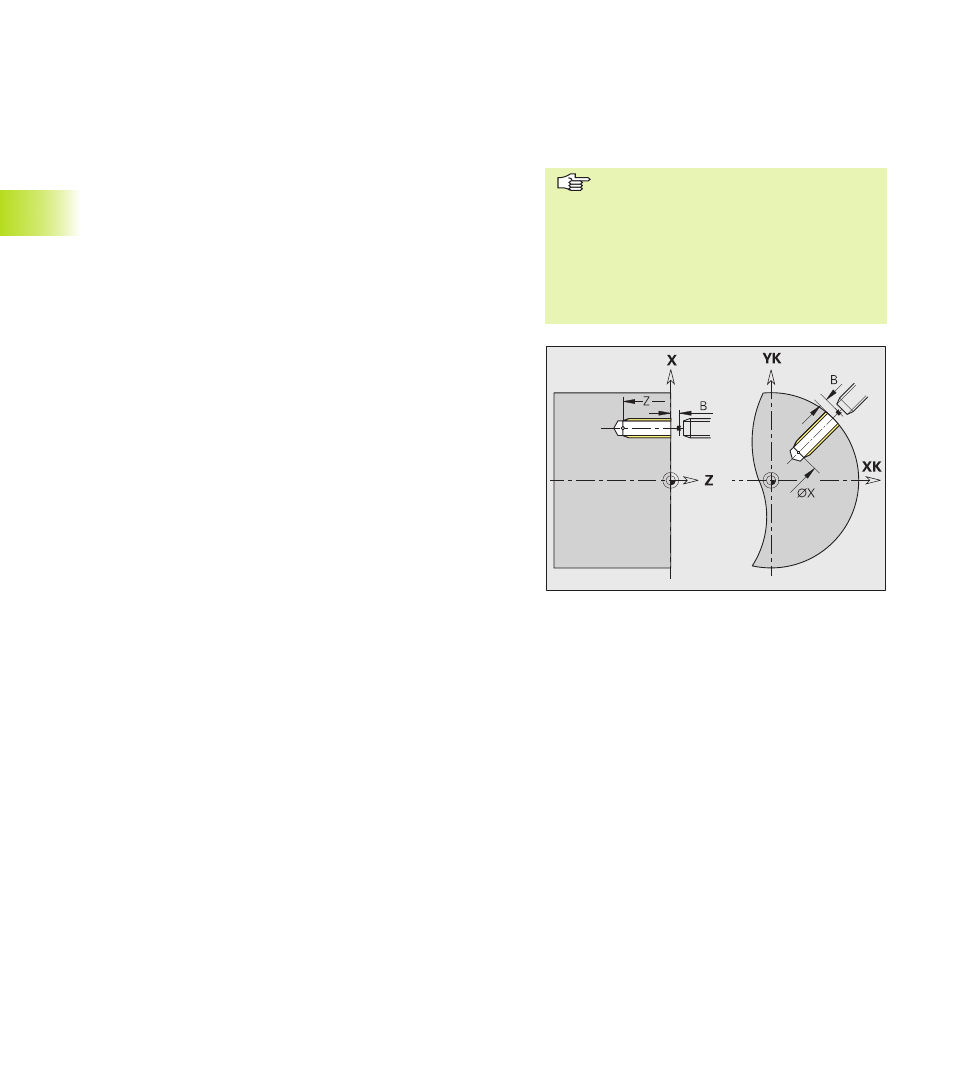
Roscado con macho G36
G36 corta la rosca axial/radial con herramientas fijas o motorizadas
G36 decide en base a „X/Z”, si el taladro a realizar es radial o axial.
Poner en marcha antes de G36 el punto inicial. G36 retrocede
después del roscado al punto de arranque.
Parámetros
X:
Diámetro – Punto final de taladros axiales
Z:
Longitud – Punto final de taladros radiales
F:
Avance por vuelta - paso de rosca
Q:
Número del cabezal – por defecto: 0 (cabezal principal)
B:
Longitud de entrada para la sincronización del cabezal y el
accionamiento del avance (véase G33)
H:
Dirección de referencia para el paso de roscado – por defecto:
0
■
H=0: avance en el eje Z
■
H=1: avance en el eje X
■
H=2: avance en el eje Y
■
H=3: avance de trayectoria
S:
Velocidad de retroceso (velocidad más alta para el movimiento
de retroceso) – por defecto: misma velocidad que en el
taladrado de rosca
Posibilidades de mecanizado:
■
macho de roscar fijo: se sincronizan el cabezal
principal y el accionamiento del avance.
■
macho de roscar motorizado: se sincronizan la
herramienta motorizada (cabezal auxiliar) y el
accionamiento del avance.
■
La „Parada de ciclo“ se encuentra
activa al final de un sector de rosca.
■
El override de avance no se encuentra
activo.
■
No emplea el override del cabezal !
■
En accionamiento de herramienta no
regulado (sin encoder ROD) se aconseja
un mandril de compensación.
4.9 Ciclos de taladro