5 ór denes g eométr icas – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 102
4 DIN PLUS
90
Rosca (general) G37-Geo
Define los tipos de roscado introducidos. Son posibles múltiples
roscados así como roscados encadenados. Se encadenan roscados
encadenados de forma consecutiva mediante la programación de
frases G01/G37 una tras otra.
Parámetros
Q:
Tipo de rosca – por defecto: 1
■
Q=1: Roscado fino ISO métrica (DIN 13 2ª parte, fila 1)
■
Q=2: Roscado ISO métrica (DIN 13 1ª parte, fila 1)
■
Q=3: Roscado cónico ISO métrica (DIN 158)
■
Q=4: Roscado fino cónico ISO (DIN 158)
■
Q=5: Roscado de trapecio ISO métrica (DIN 103 2ª parte
fila 1)
■
Q=6: Roscado de trapecio rosca de trapecio (DIN 380 2ª
parte, fila 1)
■
Q=7: roscado de sierra métrica (DIN 513 2ª parte, fila 1)
■
Q=8: roscado redondeo cilíndrico (DIN 405 1ª parte, fila 1)
■
Q=9: roscado cilíndrico Whitworth (DIN 11)
■
Q=10: roscado cónico Whitworth (DIN 2999)
■
Q=11: roscado de tubo Whitworth (DIN 259)
■
Q=12: roscado sin normalizar
■
Q=13: roscado grueso UNC US
■
Q=14: roscado fino UNF US
Roscado (standard) G34-Geo
Roscado interior o exterior simple o encadenado (roscado métrico
fino ISO DIN 13 serie 1). El CNC PILOT calcula todos los valores
precisos.
Los roscados se encadenan mediante la programación de varias
frases G01/G34 sucesivas.
Parámetros
F:
Paso de rosca – sin introducción: Paso de la tabla normalizada
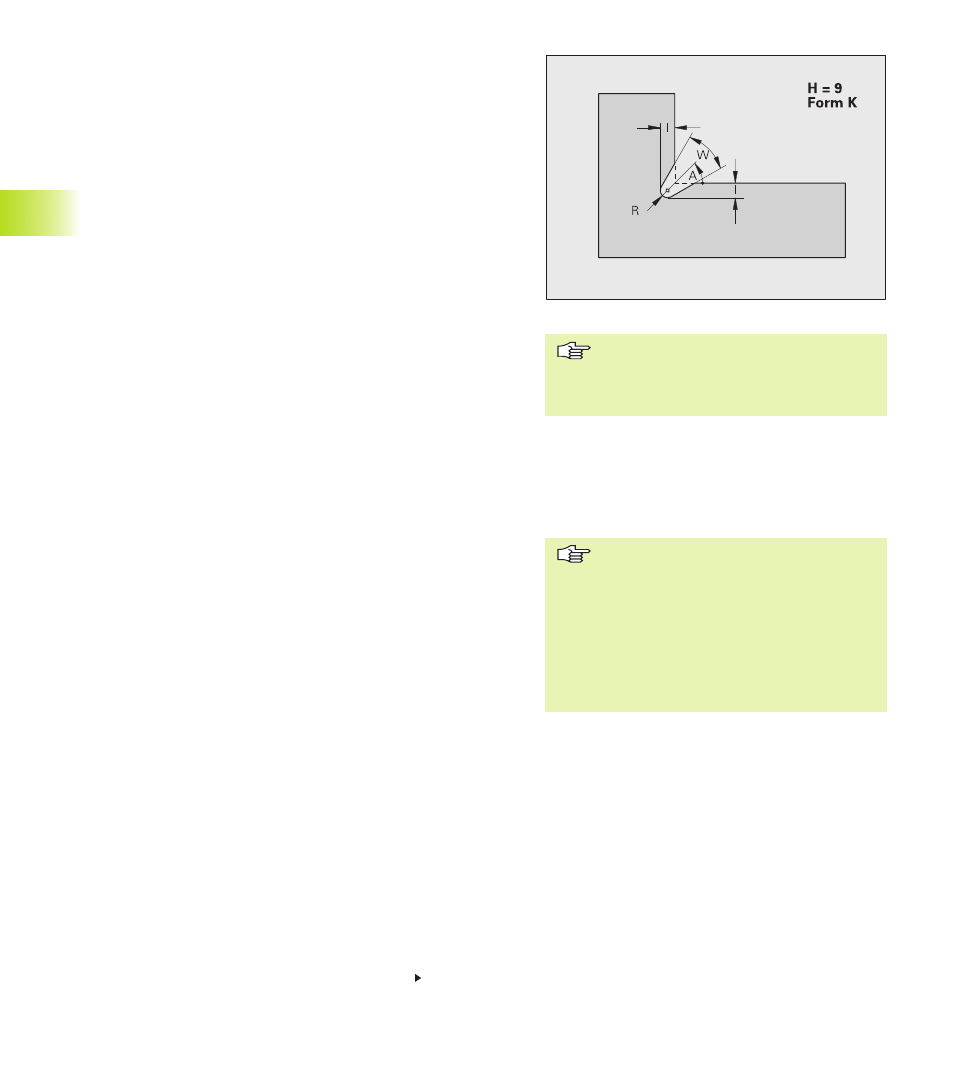
Tallado forma K (H=9)
Parámetros
I:
Profundidad de la entalladura
R:
Radio de la entalladura – ninguna introducción: El elemento
circular no se mecaniza
W:
Angulo de la entalladura
A:
Angulo respecto al eje longitudinal – por defecto: 45°
n
Ante G34 o en la frase NC con G34 se
programa un elemento de contorno
lineal como elemento de referencia
■
La rosca se procesa con G31.
n
Antes de G37 se programa un
elemento de contorno lineal como
elemento de referencia.
■
La rosca se mecaniza con G31.
■
En roscas normalizadas se fijan los
parámetros P, R, A y W del CNC PILOT
(ver „
11.1.4parámetro de rosca“).
■
Emplear Q=12, si desea emplear
parámetros individuales.
Continuación en la página siguiente
4.5 Ór
denes g
eométr
icas