HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 309
CNC PILOT 4290 de HEIDENHAIN
297
6.12 Generación del plan de trabajo interactivo (IAG)
Posición de recogida en Z (LD):
■
0: posición de recogida en medida de la máquina 1
■
1..6: posición de recogida en medida de la máquina 1..6
■
≠
0..6: posición de recogida – Cálculo del elemento
propuesto, ver dibujo
Posición de trabajo en Z (LE): valor propuesto: offset de punto cero,
p. ej de parámetros de máquina 1164 para el eje Z $1
Longitud de pieza mecanizada (LF): a partir de la descripción de la
pieza
Distancia vértice tope (LH): distancia punto de referencia mandril –
vértice tope, mordaza de sujeción, proporcionada a partir
de la segunda sujeción
trayectoria de desplazamiento mínima (I):
■
sin desplazar a tope fijo: distanta de seguridad a la pieza
de recogida – Valor propuesto: a partir de la „Distancia de
seguridad a la pieza sin mecanizar“ (Parámetro de
mecanizado 2)
■
con desplazar a tope fijo: ver manual de la máquina
trayectoria de desplazamiento máxima (J):
■
sin entrada: sin desplazarse a un tope fijo
■
con entrada: desplazándose a un tope fijo – Significado de
los parámetros I y J: ver manual de la máquina
1, cuando 2 pieza (U): sin significado
Continuación en la página siguiente
Desarrollo tronzar y emisión de herramienta:
seleccionar el elemento vertical en el que se debe
tronzar – TURN PLUS abre la ventana de diálogo
del programa experto
comprobar/emplear el parámetro „Tronzar“
tras pulsar OK tiene lugar el proceso de tronzado
definir los datos del medio de sujeción y de la
posición para el segundo ajuste
comprobar/emplear el parámetro „Transferencia
de pieza“
tras pulsar OK tiene lugar la transferencia de pieza
TURN PLUS introduce los parámetros
determinados como valores de propuesta.
Comprobar y emplear las entradas.
El significado del parámetro de
transferencia depende del nombre del
programa experto.
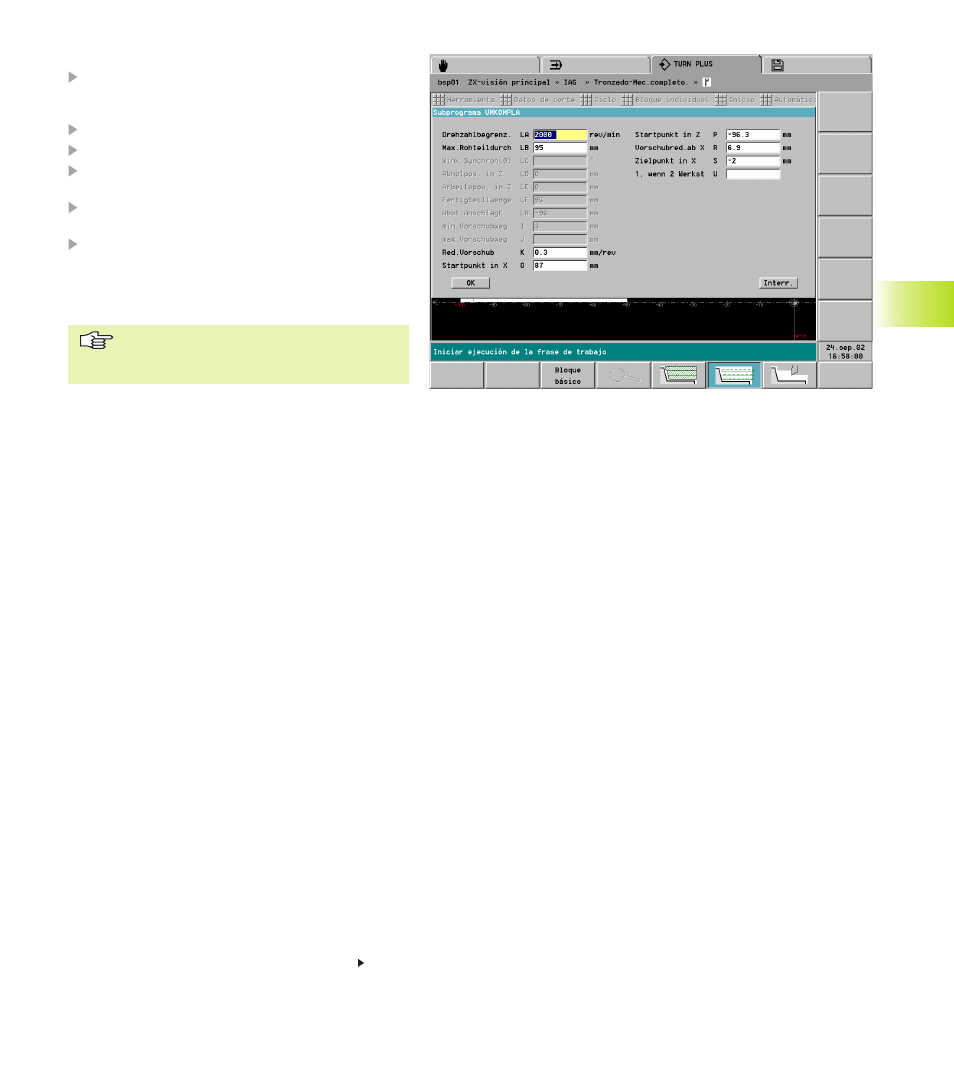
Parámetro de transmisión en programa experto
„INCOMPL“
„Tronzar“ (ver dibujo)
Limitación de velocidad (LA): para el proceso de
tronzado
Diámetro de pieza sin mecanizar máxima (LB): valor
propuesto: a partir de la descripción de la
pieza
Avance reducido (K): para el proceso de tronzado
■
0: sin reducción del avance
■
>0: avance (reducido)
Punto inicial en X (O): para proceso de tronzado –
valor propuesto: a partir de la descripción
del pieza
Punto inicial en Z (P): para el proceso de tronzado –
valor propuesto vertical a partir de la
„selección“
„Transmisión de pieza“ (ver también „
6.11preparar
– Recambiar“)
Velocidad- o marcha sincronizada angular (LC):
■
0: marcha sincronizadaa angular sin
desplazamiento del ángulo
■
>0: marcha sincronizada angular con
desplazamiento de ángulo dado
■
<0: marcha sincronizada de velocidad