HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 316
6 TURN PLUS
304
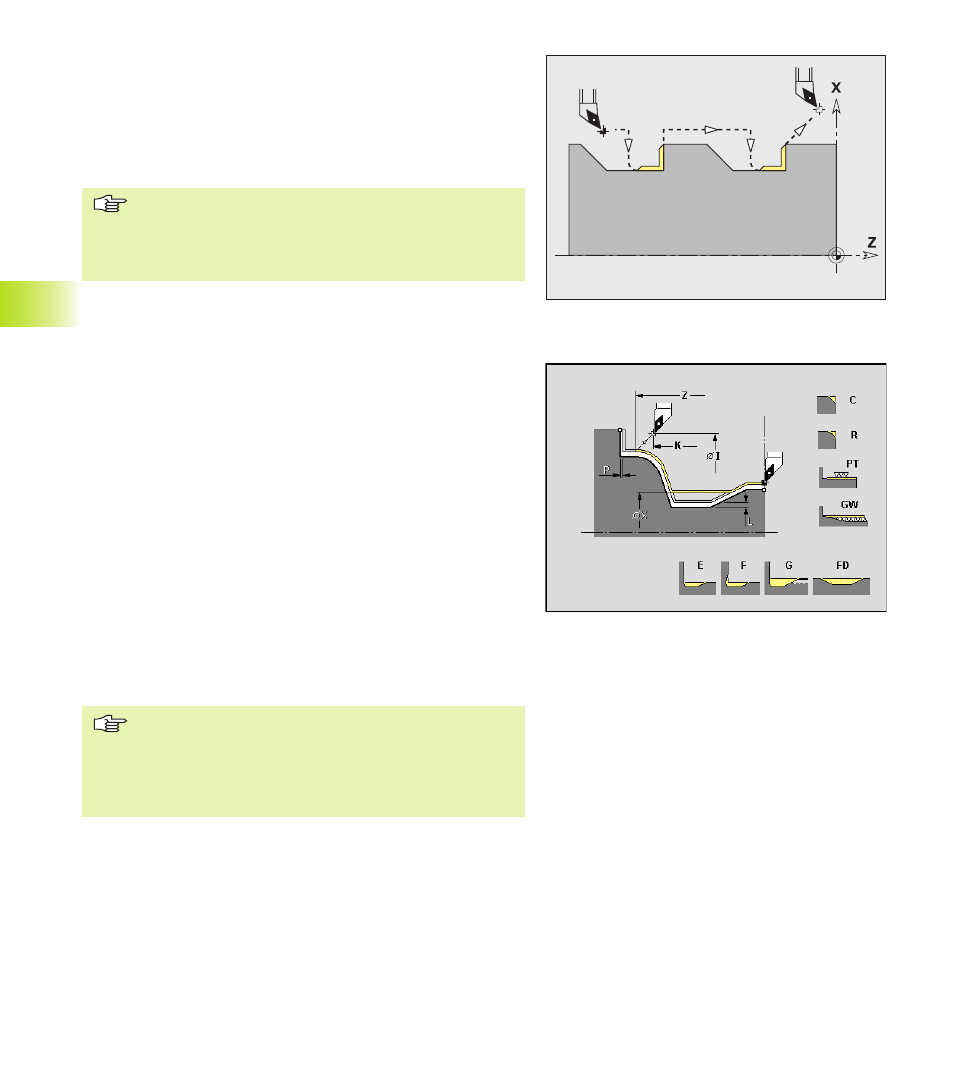
Acabar - mecanizado de contorno restante (G890 –
Q=4)
Si queda material restante de los contornos descendentes,
mecanizarlo con „Desbastar – Mecanizado del contorno restante“.
Limitación de corte: El acabado comienza en el ”material restante”.
Por lo general no se recomienda una limitación de corte.
Acabado restante (G890 – Q4) comprueba si la
herramienta se puede desplazar libre de colisión en el
descenso del contorno. Para el control de colisión es
determinante el parámetro de herramienta „Ancho“ (ver
„
8.1.2 Instrucciones a los datos de herramienta“).
Parámetros
X, Z:
Limitación del corte
Ajustar tipo de medida: mediante softkey
L, P:
medida de longitud/transversal diferente – genera la
„Medida G57“ antes del ciclo
L:
medida constante – genera la „Medida G58“ antes del
ciclo
Profundizar: mecanizar contornos descendientes ?
■
Sí
■
No
E:
avance de profundidad reducido en contornos
descendentes
Desplazar libremente:
■
Sí: „Ajustar tipo de desplazamiento libre“ mediante
softkey
■
No (H=4): la herramienta se detiene en la coordenada fi-
nal
H:
Tipo de desplazamiento libre – ajustar mediante softkey
I, K:
Posición de desplazamiento libre en H=0, 1 o 2
Mecanizado de elemento de forma con ...: ajustar el elemento de
forma para mecanizar, chaflanes etc. por softkey
El CNC PILOT determina el valor propuesto de la
„Posición de desplazamiento libre I,K“ dependiendo de
si se programa „Desplazar ciclo:
■
programada: posición a partir del „ciclo – desplazar“
■
no programada: Posición del punto de cambio de la
herramienta
6.12 Gener
ación int
er
activ
a del plan de tr
abajo (IA
G
)