6 órdenes de mecanizado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 131
CNC PILOT 4290 de HEIDENHAIN
119
Sobremedida paralela al contorno (equidistante)
G58
G890 admite una sobremedida negativa. Programar G58 antes de la
llamada de ciclo.
G58 se activa en los ciclos siguientes – en este caso las
sobremedidas
■
se borran tras la ejecución del ciclo: G810, G820, G830, G835,
G860, G869, G890
■
no se borran: G83
Parámetros
P:
Demasía (=sobremedida)
Si la sobremedida se ha programado con G58 y en el
ciclo, se utiliza la sobremedida del ciclo.
G147 sustituye la distancia de seguridad
ajustada en los parámetros (parámetro de
mecanizado 2, ...) o ajustada con G47.
Desactivar la demasía G52
¡G52 tiene la misma función que G50! – Emplear G50.
Parámetros
P:
Demasía – no se evalúa
Distancia de seguridad G147
Distancia de seguridad para los ciclos de fresado G840...G846 y de
taladrado G71, G72, G74.
Parámetros
I:
Distancia de seguridad en plano de fresado (sólo para
mecanizados de fresa)
K:
Distancia de seguridad en la dirección de aproximación
(aproximación al profundizar)
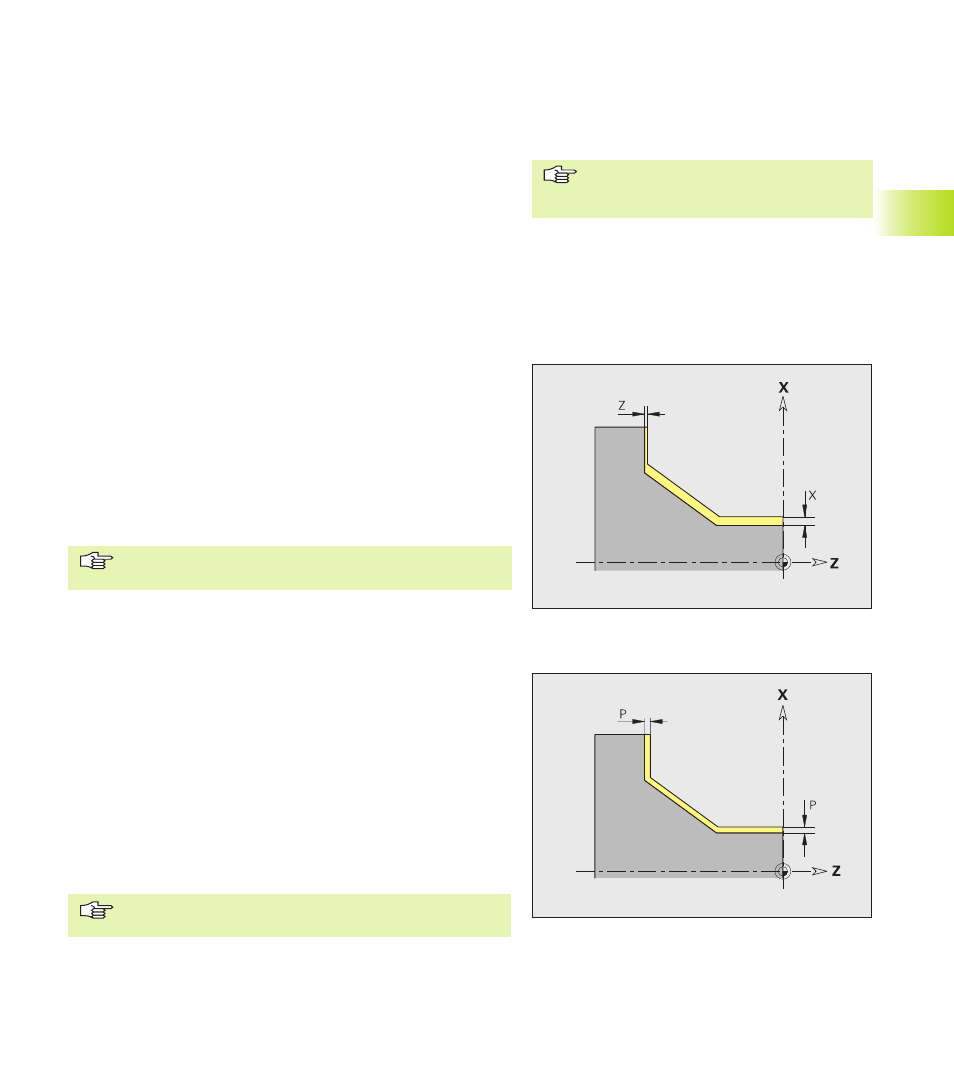
4.6 Órdenes de mecanizado
Sobremedida paralela al eje G57
G57 define distintas medidas en X y Z. Programar G57 antes de la
llamada de ciclo.
G57 se activa en los ciclos siguientes – en este caso las medidas se
realizan tras la ejecución del ciclo
■
se borran: G810, G820, G830, G835, G860, G869, G890
■
no se borran: G81, G82, G83
Parámetros
X, Z: Sobremedida (Medida de diámetro X) – sólo valores positivos
Si se programan las sobremedidas con G57 y en el ciclo,
son válidas las medidas de ciclo.