8 tipo de mecanizado rosca ( g31), 8 tipo de mecanizado rosca (g31) – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 318
6 TURN PLUS
306
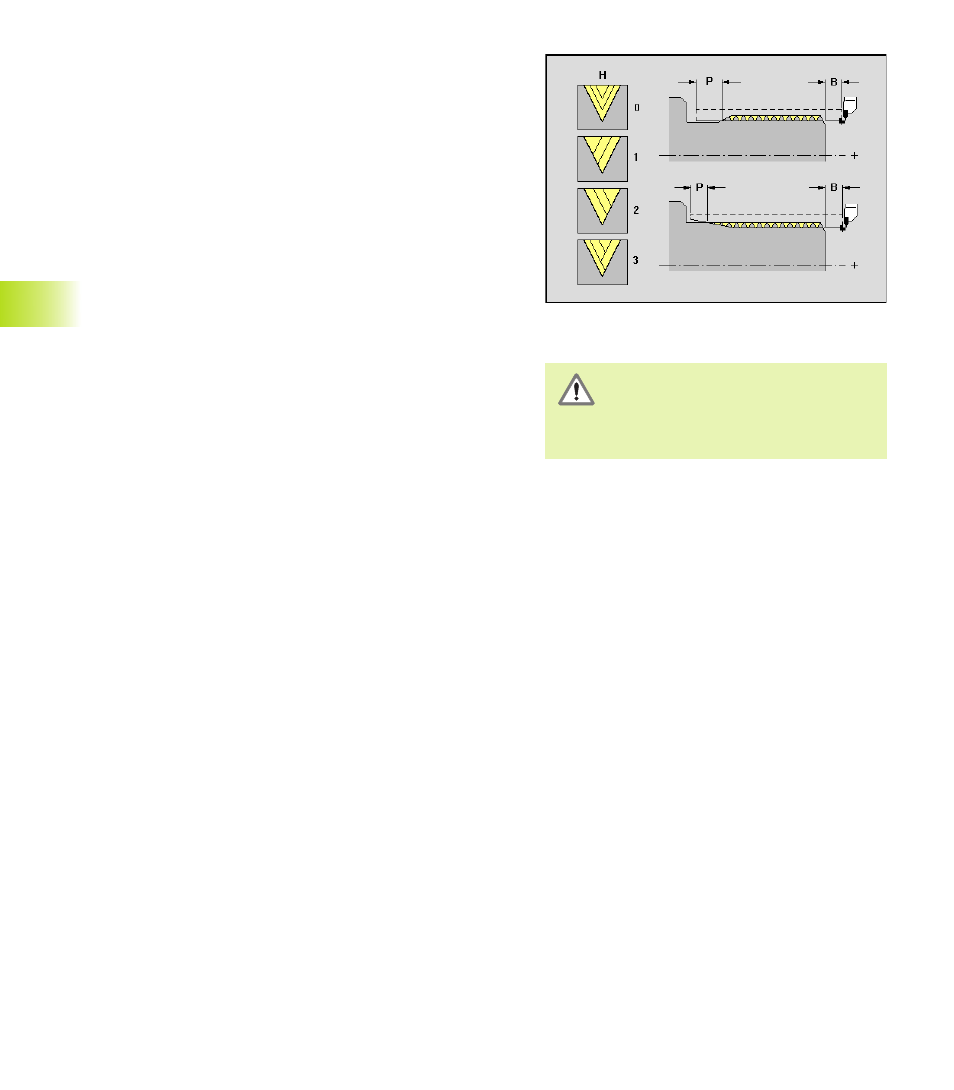
6.12.8 Tipo de mecanizado rosca (G31)
Parámetros
B, P:
Longitud inicial, longitud de sobrepaso – sin introducción:
el CNC PILOT calcula la longitud de los tallados libres o
profundizaciones cercanos. Si no existe un tallado libre/
tallado, se emplea el „Avance de roscado-, Longitud de
salida de rosca” a partir del parámetro de mecanizado 7
(ver tambíén„
4.8 Ciclos de roscado“).
C:
Ángulo inicial – si el principio de la rosca definido se
encuentra en los elementos del contorno no simétricos a la
rotación
I:
Paso de aproximación máximo
V:
Tipo de ajuste
■
sección transversal constante (V=0): sección transversal
de ajuste constante en todos los cortes
■
ajuste constante (V=1)
■
Divisiòn de corte (resto) (V=2): si la división entre
profundidad de rosca/ajuste da un resto, este „Resto” es
válido para el primer ajuste. El „último corte” se encuentra
dividido en corte 1/2-, 1/4-, 1/8- y 1/8.
■
Método EPL- (V=3): el ajuste se calcula a partir del paso y
la velocidad
H:
Tipo de desplazamiento de los ajustes individuales para el
planeado de los lados de la rosca
■
H=0: sin desplazamiento
■
H=1: desplazamiento por la izquierda
■
H=2: desplazamiento por la derecha
■
H=3: Desplazamiento variable derecha/izquierda
Q:
Cantidad de cortes vacíos – tras el último corte (para
establecer la presión de corte en la base de la rosca)
6.12 Gener
ación int
er
activ
a del plan de tr
abajo (IA
G
)
¡ Atención: peligro de colisión !
Cuando la ”longitud de sobrepaso P” es
demasiado grande existe peligro de
colisión. La longitud de sobrepaso se
comprueba en la simulación.