7 ciclos de rotación – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 145
CNC PILOT 4290 de HEIDENHAIN
133
4.7 Ciclos de rotación
Los tallados libres o las combinaciones de tallados libres se omiten
de la siguiente forma:
D
G22
G23
G23
G25
G25
G25
G25
Forma
(H0)
(H1)
U
E, F
G, H
K
0
–
–
–
–
–
–
–
1
–
–
•
–
•
•
•
2
–
–
•
–
–
–
–
3
–
–
–
–
•
•
•
4
–
–
•
–
–
•
•
5
–
–
•
–
•
•
–
6
–
–
•
–
•
–
–
7
•
•
•
•
•
•
•
”•”: omitir elementos
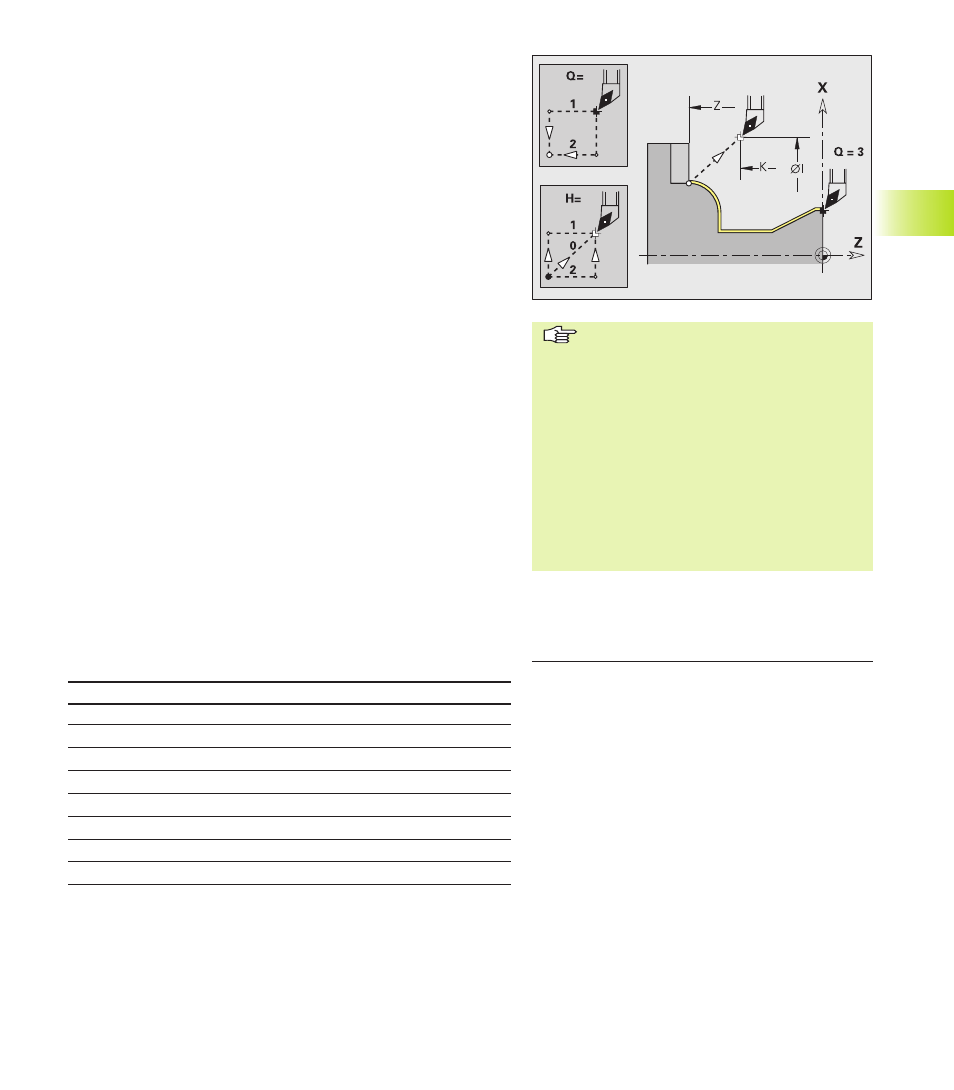
Q:
Tipo de desplazamiento – por defecto: 0
■
Q=0: selección automática – el CNC PILOT comprueba:
– desplazar diagonales
– primero en dirección X-, a continuación en dirección Z
– equidistantes al obstáculo
– Suprimir el primer elemento del contorno, cuando la
posición inicial es inaccesible
■
Q=1: primero dirección X-, a continuación dirección Z
■
Q=2: primero dirección Z-, a continuación dirección X
■
Q=3: sin arranque – la herramienta está cerca del punto
inicial
■
Q=4: acabado restante
H:
Tipo de desplazamiento libre – por defecto: 3
la hta. se eleva a 45° a lo largo de la dirección de mecanizado
y se desplaza de la siguiente forma a la posición ”I, K”:
■
H=0: diagonal
■
H=1: primero en la dirección X, después en la dirección Z
■
H=2: primero en la dirección Z, después en la dirección X
■
H=3: se mantiene a la distancia de seguridad
■
H=4: ningún desplazamiento libre - la hta. se detiene en la
coordenada final
X:
Límite de corte (medida de diámetro) – por defecto: sin límite
de corte
Z:
Límite de corte– por defecto: sin límite de corte
D:
Suprimir elementos (influye en el mecanizado de tallados
libres, giros libres y profundizaciones: véase tabla) - por
defecto: 1
I, K:
Punto final, que se desplaza al final del ciclo (I medida de
diámetro)
O:
Reducción del avance – por defecto: 0
■
O=0: activada la reducción del avance
■
O=1: sin reducción del avance
Otros códigos para suprimir entallados/tronzados
Añadir códigos para suprimir varios entallados/
tronzados:
Llamada G Función
Cógido D
G22
Anillo obturador en
la profundización
512
G22
Anillo de seguridad
en la profundización
1.024
G23 H0
Profundización en general 256
G23 H1
Giro libre
2.048
G23 H4
Tallado libre forma U
32.768
G23 H5
Tallado libre forma E
65.536
G23 H6
Tallado libre forma F
131.072
G23 H7
Tallado libre forma G
262.144
G23 H8
Tallado libre forma H
524.288
G23 H9
Tallado libre forma K
1.048.576
Límite de corte: La posición de la
herramienta antes de la llamada al ciclo
es determinante para la ejecución de un
límite de corte. El CNC PILOT arranca
viruta sobre el lado del límite de corte en
el que está la herramienta antes de la
llamada al ciclo.
Sobremedidas G57: „aumentan“ el
contorno (también contornos interiores)
Sobremedida G58:
■
>0: „aumenta“ el contorno
■
<0: „reduce“ el contorno
Las sobremedidas G57-/G58 se borran
tras el final del ciclo