8 herramientas, correcciones, 6 órdenes de mecanizado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 132
4 DIN PLUS
120
4.6.8 Herramientas, correcciones
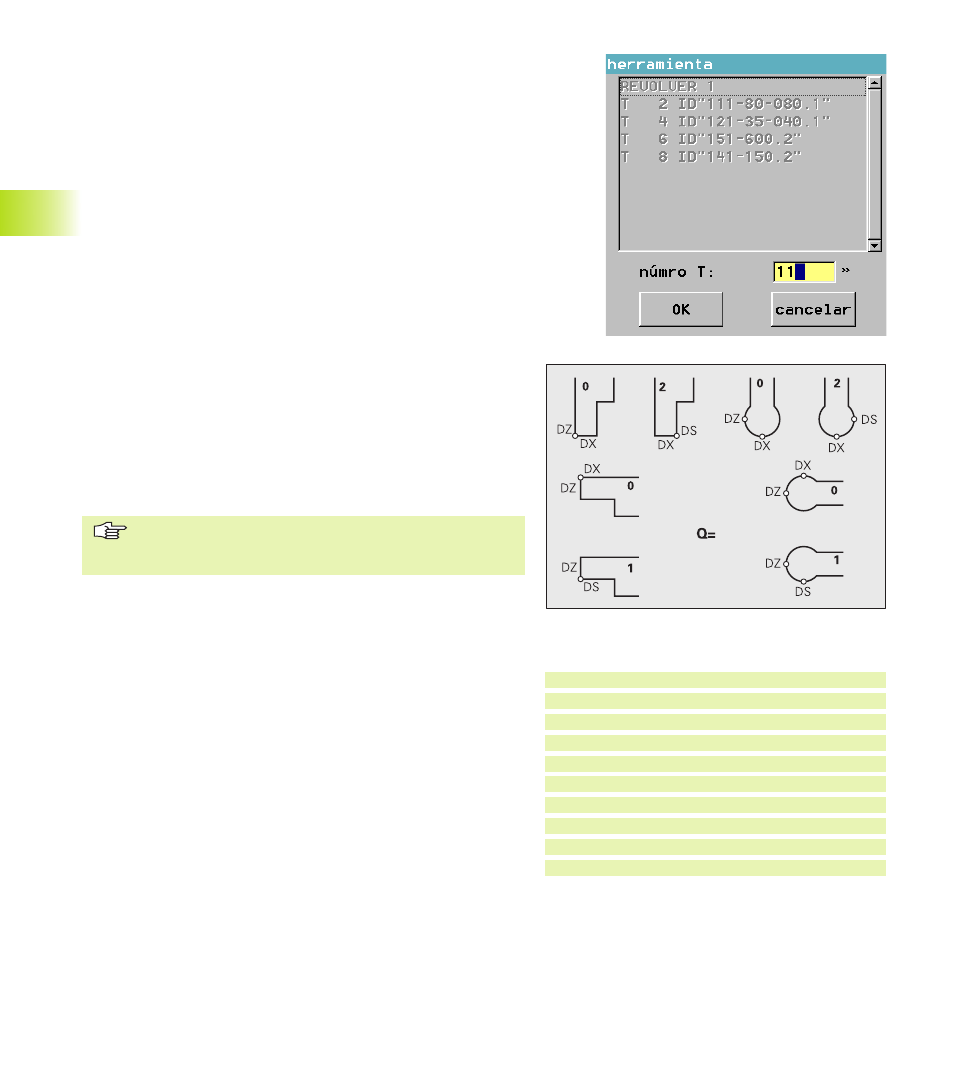
Cambio de herramienta – T
El CNC PILOT visualiza la distribución de herramientas en el
apartado REVOLVER. Es posible introducir directamente el número
T o seleccionarlo de la lista de herrramientas (conmutar con softkey
CONTINUAR). Ver también „
4.2.4 programación de la herramienta“.
(Modificar la) corrección de la cuchila G148
”O” define las correcciones de desgaste a realizar. DX, DZ están
activadas al inicio del programa y después de un comando T.
Parámetros
O:
Selección – por defecto: 0
■
O=0: DX, DZ activo – DS inactivo
■
O=1: DS, DZ activo – DX inactivo
■
O=2: DX, DS activo – DZ inactivo
Los ciclos de profundización G860, G866, G869 tienen
en cuenta automáticamente la corrección de desgaste
”correcta”.
Corrección aditiva G149
El CNC PILOT gestiona 16 correcciones independientes de la
herramienta. Un G149 seguido de un número „D“ activa la
corrección – „G149 D900“ desactiva la corrección.
Parámetros
D:
Corrección aditiva – por defecto: D900; margen: 900..916
Indicaciones sobre la programación
■
Para que la corrección se active primero hay que ”recorrer” la
distancia a corregir. Programar por ello G149 una frase antes de la
trayectoria de desplazamiento, en la que se encuentre activa la
corrección.
■
Una corrección aditiva permanece activada hasta:
■
la siguiente ”G149 D900”
■
el siguiente cambio de herramienta
■
el final del programa
4.6 Órdenes de mecanizado
Ejemplo
. . .
N.. G1 Z–25
N.. G149 D901
[Activar corrección]
N.. G1 X50
[„Desplazar“:corrección
Posición X50 + Corrección]
N.. G1 Z–50
[El elemento del contorno
se admite con corrección]
N.. G149 D900
[Desactivar corrección]
. . .