2 ciclos de torneado sencillos, Ciclos de torneado sencillos, 7 ciclos rotativos – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 146
4 DIN PLUS
134
■
Programación X, Z: absoluta,
incremental o autoenclavada
■
Corrección del radio de corte:no se
lleva a cabo
■
Distancia de seguridaddespués de
cada corte: 1mm.
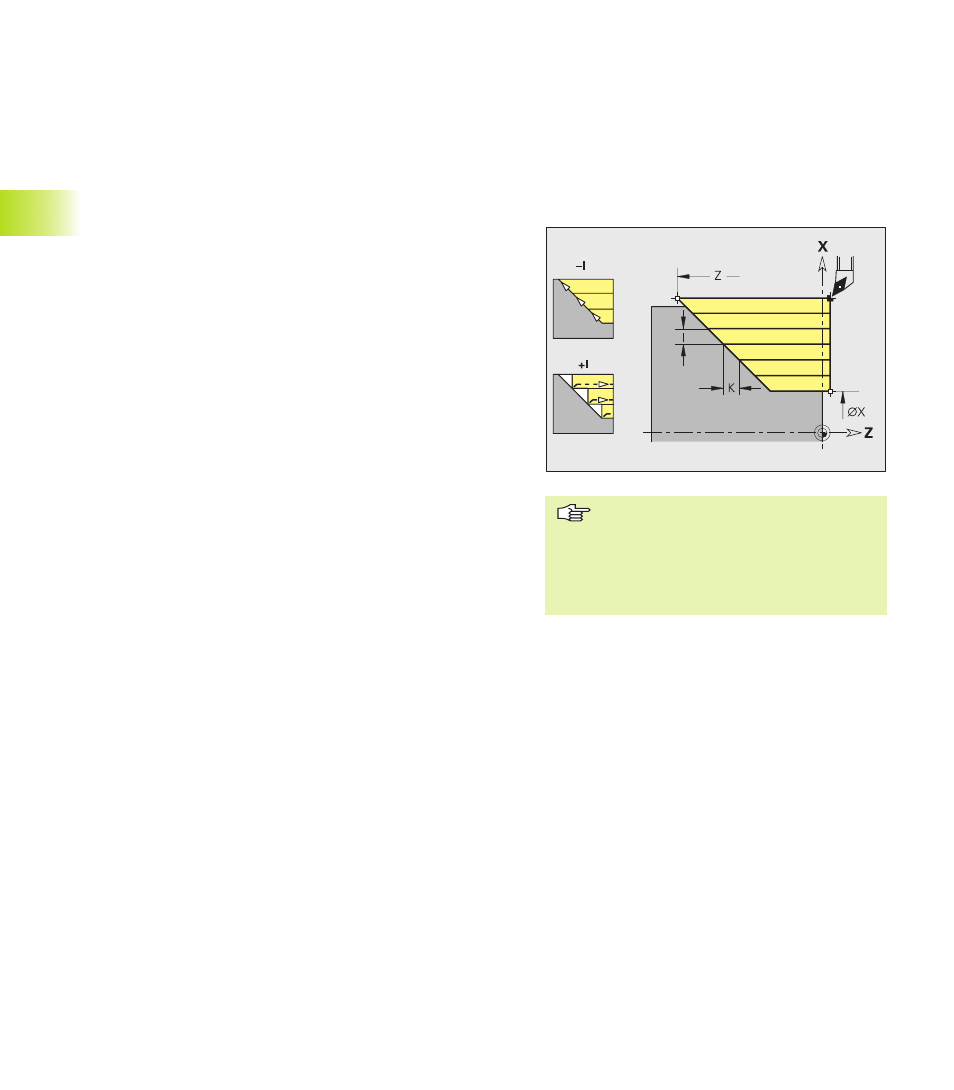
4.7 Ciclos rotativos
Cilindrado simple G81
G81 mecaniza (desbasta) el margen del contorno descrito por la
posición actual de la herramienta y ”X, Z”. En una inclinación se
define el ángulo con I y K.
El CNC PILOT reconoce un mecanizado exterior/interior en base a la
posición del punto final.
La división de corte se calcula de tal manera que se evita un „Corte
de dientes“ y el ajuste calculado es <= „ajuste máximo I“.
Sobremedidas:
■
Las sobremedidas G57
■
se calculan de acuerdo con el signo (por este motivo no son
posibles las sobremedidas en los mecanizados interiores)
■
permanecen activas tras el final del ciclo
■
Las sobremedidas G58: no se calculan
Desarrollo del ciclo
1 se calcula la subdivisión del corte (paso de aproximación)
2 la herramienta se aproxima paralela al eje desde el punto de
arranque para realizar el primer corte
3 se desplaza con avance al punto final Z
4 dependiendo del ”signo I”:
■
I<0: mecaniza a lo largo del contorno
■
I>0: se eleva en 45° a 1 mm
5 retrocede en marcha rápida y se aproxima para el siguiente corte
6 repite 3...5, hasta que se alcanza el ”punto final X”
7 se desplaza a:
■
X – última coordenada de elevación
■
Z – punto de arranque del ciclo
Parámetros
X/Z: Punto de destino del contorno (X medida del diámetro)
I:
aproximación máxima en dirección X
■
I<0: con repaso del contorno
■
I>0: sin repaso del contorno
K:
Desviación en dirección Z – por defecto: 0
Q:
Función G Aproximación - por defecto: 0
■
0: Aproximación con G0 (marcha rápida)
■
1: Aproximación con G1 (avance)
4.7.2
Ciclos de torneado sencillos
Final del ciclo G80
Cierra los ciclos de mecanizado.