HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 312
6 TURN PLUS
300
Tipos de mecanizado de taladrado
El IAG genera los ciclos de taladrado siguientes
■
pretaladrado centrado: G74
■
centrar: G72
■
Pretaladrar
– ningún Parámetro „Taladrado en profundidad“ fijado: G71
– Parámetro „Taladrado en profundidad“ fijado: G74
■
Profundidad de cono: G72
■
Avellanado: G72
■
Escariar: G71
■
Roscado con macho: G73
■
Centrar y avellanar: G72
■
Taladrar y avellanar: G72
■
Taladrado y rosca: G73
■
Taladrado y escariado: G71 o G74
Para
■
herramientas fijas: durante el taladrado en el centro del giro
■
herramientas accionadas: en mecanizados de eje C--
Reducción del avance
Es posible fijar durante el taladrado y/o perforado una reducción de
avance de un 50%. La reducción de avance durante el perforado se
acciona dependiendo del tipo de taladro:
■
Taladro con plaquitas giratorias y taladro espiral con un ángulo de
taladro de 180°: final de taladro – 2*Distancia de seguridad
■
otro taladro: final de taladro – Longitud de corte – Distancia de
seguridad
(Longitud de corte=punta del taladro; distancia de seguridad: ver
„Parámetro de mecanizado 9 taladros o. G47 G147“)
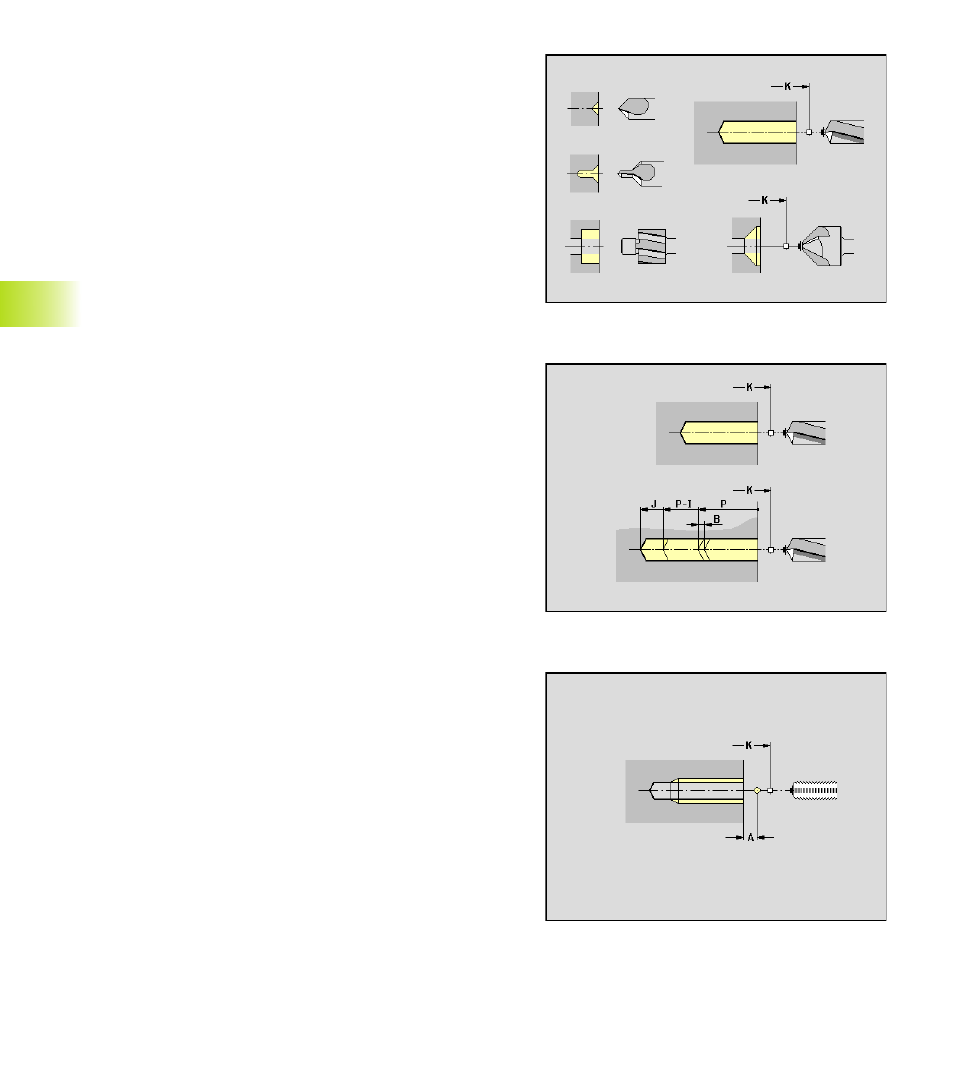
Parámetros
K:
Plano de retroceso – por defecto: volver a la posición inicial
o a la distancia de seguridad
D:
Retroceso (Softkey „Continuar“)
■
en desplazamiento
■
en marcha rápida
E:
(Tiempo de espera al) corte libre
F50%: Reducción del avance – ver tabla de softkeys
Parámetro (especial taladro para agujeros profundos)
P:
1ª profundidad de taladrado
J:
Profundidad de taladrado mínima
I:
Reducción de avellanado (valor de reducción)
B:
Medida de desmoldeo (distancia de retroceso) – por
defecto: retroceder al „Taladrado del punto inicial“
Parámetro (especial taladro de rosca)
A:
Longitud de recorrido inicial – por defecto: ”longitud de
recorrido inicial de la rosca [GAL]” indicado en el parámetro
de mecanizado 7
S:
Revoluciones de retroceso – por defecto: Revoluciones del
roscado
6.12 Gener
ación int
er
activ
a del plan de tr
abajo (IA
G
)