6 órdenes de mecanizado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 133
CNC PILOT 4290 de HEIDENHAIN
121
Concatenación de medidas de herramientas G710
En una orden T el CNC PILOT sustituye las medidas de herramienta
anteriores mediante las nuevas medidas de herramienta. Cuando
se activa la ”concatenación”, se suman las medidas de la nueva
herramienta a las medidas anteriores.
Parámetros
Q:
Concatenar medidas de herramienta
■
Q=0: desconectado
■
Q=1: conectado
Ejemplo „Encadenar medida de herramienta“
Dispositivo de amarre rotativo
Herramientas fijas en el portaútilies 2
Herramienta de desbaste para mecanizado posterior
Cambiar dispositivo de amarre
Recepción de la pieza del cabezal principal al
dispositivo de amarre (programa experto)
”Concatenación” de medidas de herramienta
Sumar medidas del dispositivo de amarre y de
la herramienta fija
. . .
REVOLVER 1
. . .
T14 IDABGREIF
. . .
REVOLVER 2
T2001 ID116-80-080.1
. . .
MECANIZADO
. . .
N100 T14
N101 LEXGRIF V1
N102 G710 Q1
N103 T2001
. . .
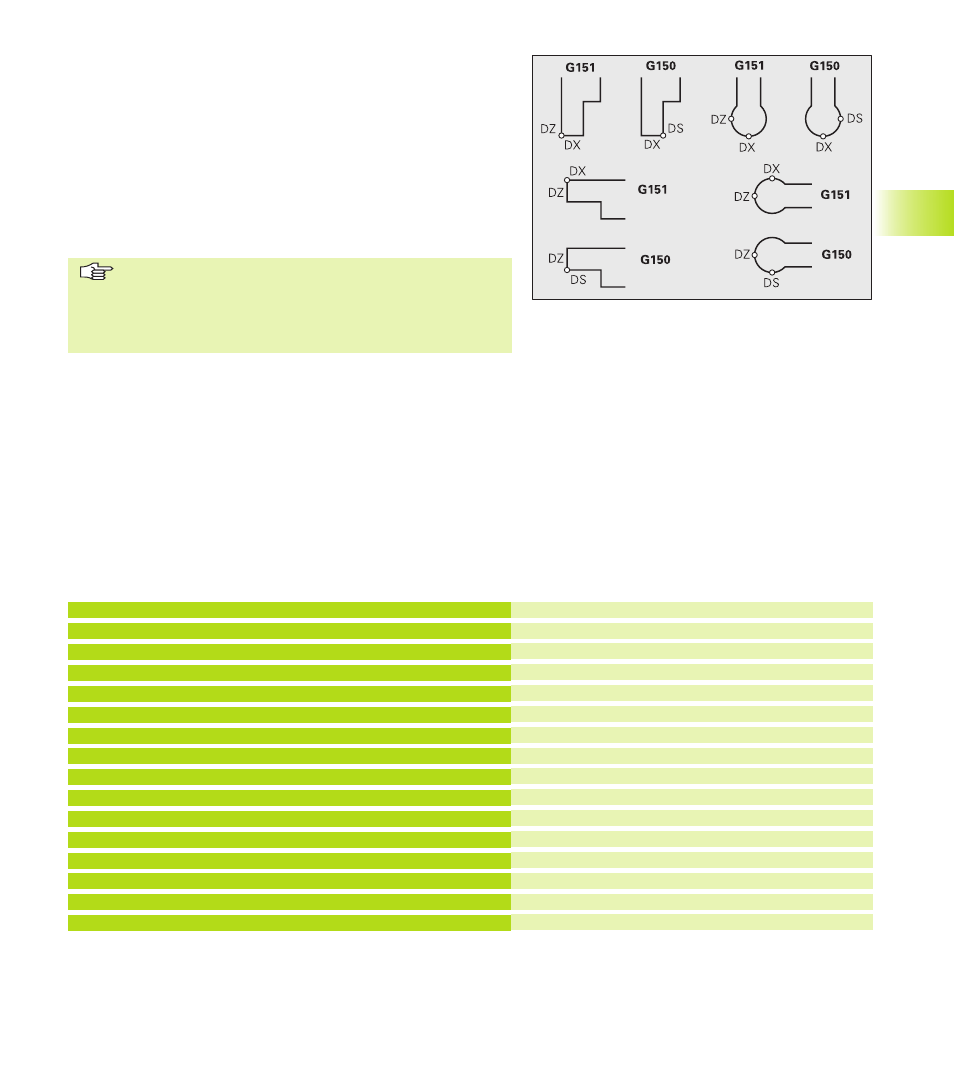
Cálculo de la punta derecha de la herramienta G150
Cálculo de la punta izquierda de la herramienta G151
Fija el punto de referencia en herramientas de tronzado y
fungiformes.
■
G150: Punto de referencia punta de la herramienta derecha
■
G151: punto de referencia punta de la herramienta izquierda
G150/G151 actúan a partir de la frase en la que se programan y
permanecen activadas hasta
■
el siguiente cambio de herramienta
■
final del programa.
■
Los valores reales visualizados se refieren siempre a la
punta de la herramienta definida en los datos de la
herramienta.
■
Empleando el SRK, tras G150/G151 es necesario
ajustar también G41/G42.
4.6 Órdenes de mecanizado
Ejemplo de aplicación
Para el mecanizado completo se recibe la pieza
mecanizada en la parte delantera de un ”dispositivo
de amarre rotativo”. El mecanizado de la parte
posterior se realiza con las herramientas fijas. Para
ello se suman las medidas del dispositivo de
amarre y de la herramienta fija.