4 mandrilar, 5 contornos interiores, 16 instr ucciones de mecanizado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 338
6 TURN PLUS
326
6.16.4 Mandrilar
Si en la secuencia de mecanizado ”mandrilar” está delante de
”torneado profundo y avellanado de contornos”, las zonas
descendentes del contorno (gargantas no definidas) se mecanizan
con herramientas de desbaste. De lo contrario la GAPT mecaniza
estas zonas del contoro con herramientas de penetración. El TURN
PLUS diferencia entalladuras y rotaciones libres según el „Ángulo
de copiado cóncavo EKW“ (parámetro de mecanizado 1).
Si la zona de desbarbado no se puede mecanizar con una
herramienta, el TURN PLUS desbasta con la primera herramienta y
mecaniza el material restante con una herramienta en dirección de
mecanizado contraria.
Mecanizado del contorno (acabado): el AAG acaba zonas de
profundización desbarbadas con la misma estrategia que durante el
desbastado.
Dependiendo del contorno y de las herramientas disponibles se
pueden producir las siguientes situaciones:
■
Desbarbado completo con una herramienta. Si están disponibles
varias herramientas, tiene preferencia la herramienta con la
”dirección de mecanizado estándard”.
■
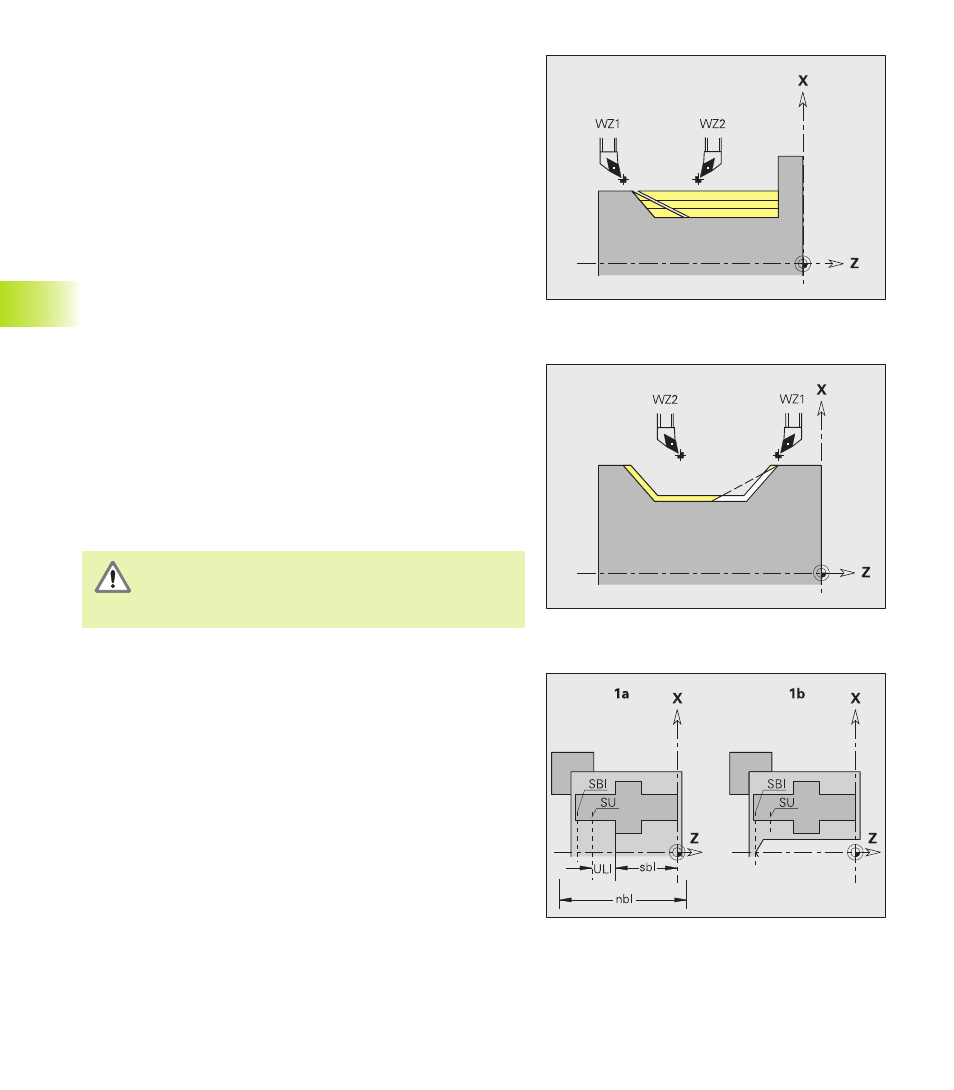
Si la zona de mandrilado tiene como elemento final un elemento
transversal, el primer mandrilado se realiza en contra del
elemento transversal (véase figura).
■
Si ambas herramientas tienen ángulo libre diferente, se mecaniza
primero con la herramienta de ángulo mayor.
■
Si los ángulos libres de las dos herramientas son iguales, se
trabaja lateralmente con el „Ángulo de copiado cóncavo“ menor.
¡Atención: peligro de colisión!
En el mandrilado de zonas interiores no se controla la
profundidad de penetración de la herramienta.
Seleccionar herramientas adecuadas.
6.16 Instr
ucciones de mecanizado
6.16.5 Contornos interiores
TURN PLUS realiza contornos interiores hasta la transición al
”punto más profundo” a un diámetro más grande. Además la
■
limitación de corte interior y la
■
longitud saliente ULI (parámetro de mecanizado 4)
influyen en la posición hasta la que se taladra, desbasta o acaba. Se
supone, que la longitud útil de la herramienta es suficiente para el
mecanizado - si no es así, este parámetro determina el mecanizado
interior.