7 ciclos de torneado, 1 ciclos de torneado referidos al contorno, Ciclos de torneado referidos al contorno – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 134: 7 ciclos de rotación
4 DIN PLUS
122
4.7 Ciclos de rotación
Continuación en la página siguiente
4.7
Ciclos de torneado
4.7.1
Ciclos de torneado referidos al contorno
Determinar referencias de la frase:
Activar representación del contorno (Softkey GRÁFICO)
Ajustar cursor en NS/NE y activar softkey CONTINUAR
Seleccionar elemento del contorno con „Flecha izquierda/
derecha“
„Flecha arriba/abajo“ cambia entre contornos (también contornos
frontales, etc.)
Adoptar número de frase del elemento del contorno con ENTER
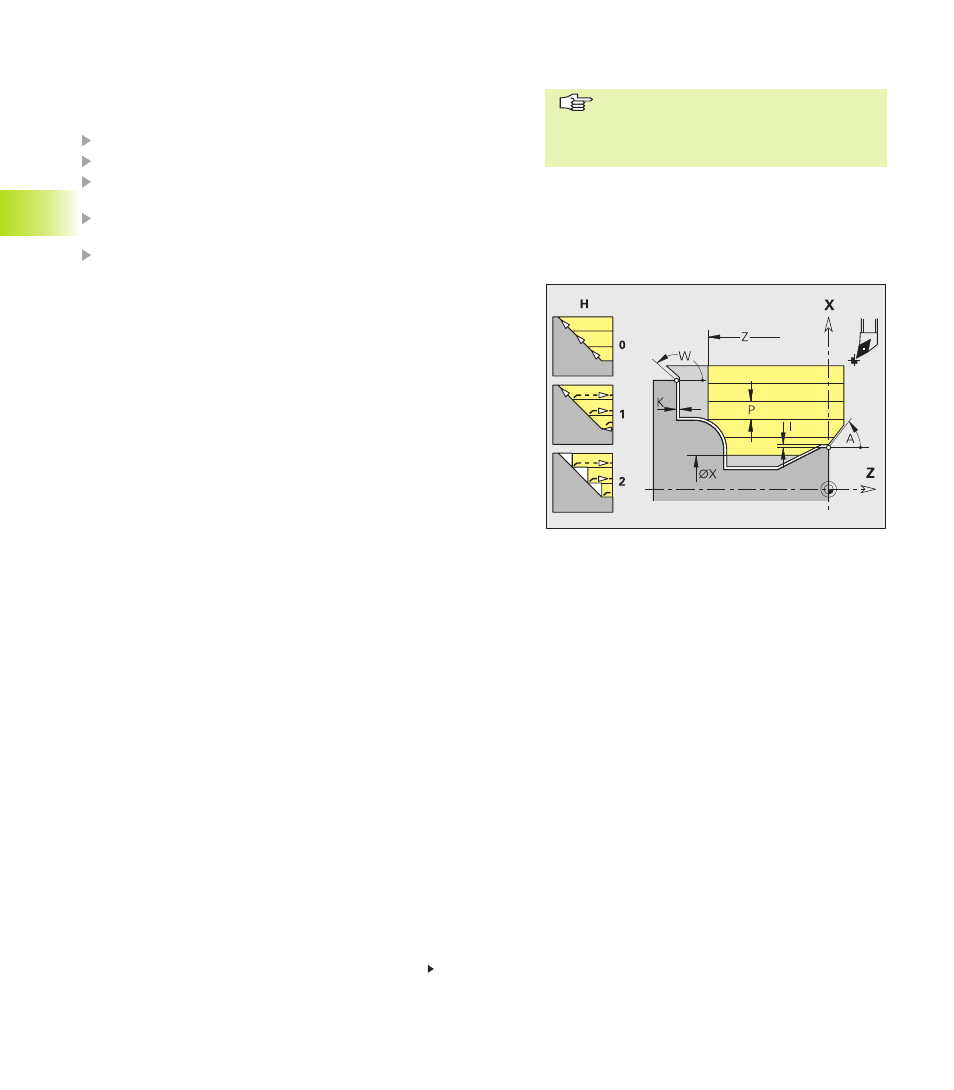
Desbastado longitudinal G810
G810 desbasta el margen del contorno descrito mediante ”NS, NE”.
El CNC PILOT reconoce en base a la definición de la herramienta si
se trata de un mecanizado interior o exterior. Con „NS – NE“ se fija
la dirección de mecanizado.
Si el contorno que se va a mecanizar se compone de un elemento,
es válido:
■
NS programado exclusivamente: mecanizado en dirección del
contorno y de definición
■
NS y NE programados: mecanizado en sentido contrario a la
definición del contorno
Dado el caso la superficie de virutaje se divide en varias zonas
(ejemplo: en valles de contorno)
La forma más sencilla de programación consiste en indicar NS, NE y
P.
Parámetros
NS:
Número de frase inicial (principio de la sección del contorno)
NE:
Número de frase final (final de la sección del contorno)
P:
Máximo paso de aproximación
I:
Sobremedida en dirección X (medida del diámetro) - por
defecto: 0
K:
Sobremedida en dirección Z - por defecto: 0
E:
Comportamiento de profundización
■
E=0: los contornos descendentes no se mecanizan
■
E>0: avance de profundización
■
si no se programa: el avance se reduce en relación al ángulo
de profundización - máximo un 50%
X:
Límite de corte en dirección X (medida de diámetro) – error:
sin limitación de corte
Z:
Limitación corte en dirección Z – error: sin limitación de corte
H:
Tipo de salida – por defecto: 0
■
H=0: mecaniza después de cada corte a lo largo del
contorno
■
H=1: se eleva según un ángulo de 45°; suavización del
contorno después del último corte
■
H=2: se eleva según un ángulo de 45° – sin suavización del
contorno
Cuando se acciona el ”cursor arriba/
abajo” el CNC PILOT también tiene en
cuenta contornos que no se visualizan en
pantalla.
Desarrollo del ciclo
1 calcula las zonas de arranque de viruta y la
división de corte (ajuste)
2 se aproxima desde el punto de arranque para
realizar el primer corte teniendo en cuenta la
distancia de seguridad (primero en dirección Z
después en X)
3 se desplaza con avance al punto final Z
4 dependiendo de ”H”:
■
H=0: mecanizado a lo largo del contorno
■
H=1 ó 2: se eleva 45°
5 retrocede en marcha rápida y se aproxima para el
siguiente corte
6 repite 3...5, hasta que se alcanza el ”punto final
X”
7 si es necesario se repite 2...6, hasta que se han
mecanizado todos los márgenes de desbaste
8 cuando H=1: se alisa el contorno
9 se retira tal como se ha programado en ”Q”