1 1 pr epar ar – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 293
CNC PILOT 4290 de HEIDENHAIN
281
■
Antes de ”recambiar” debe salvarse el
plan de trabajo etc. del mecanizado de la
primera sujeción. En ”recambiar” TURN
PLUS borra todos los planes de trabajo
generados anteriormente y las
herramientas empleadas.
■
Recambiar no sustituye a sujetar.
6.1
1 Pr
epar
ar
Continuación en la página siguiente
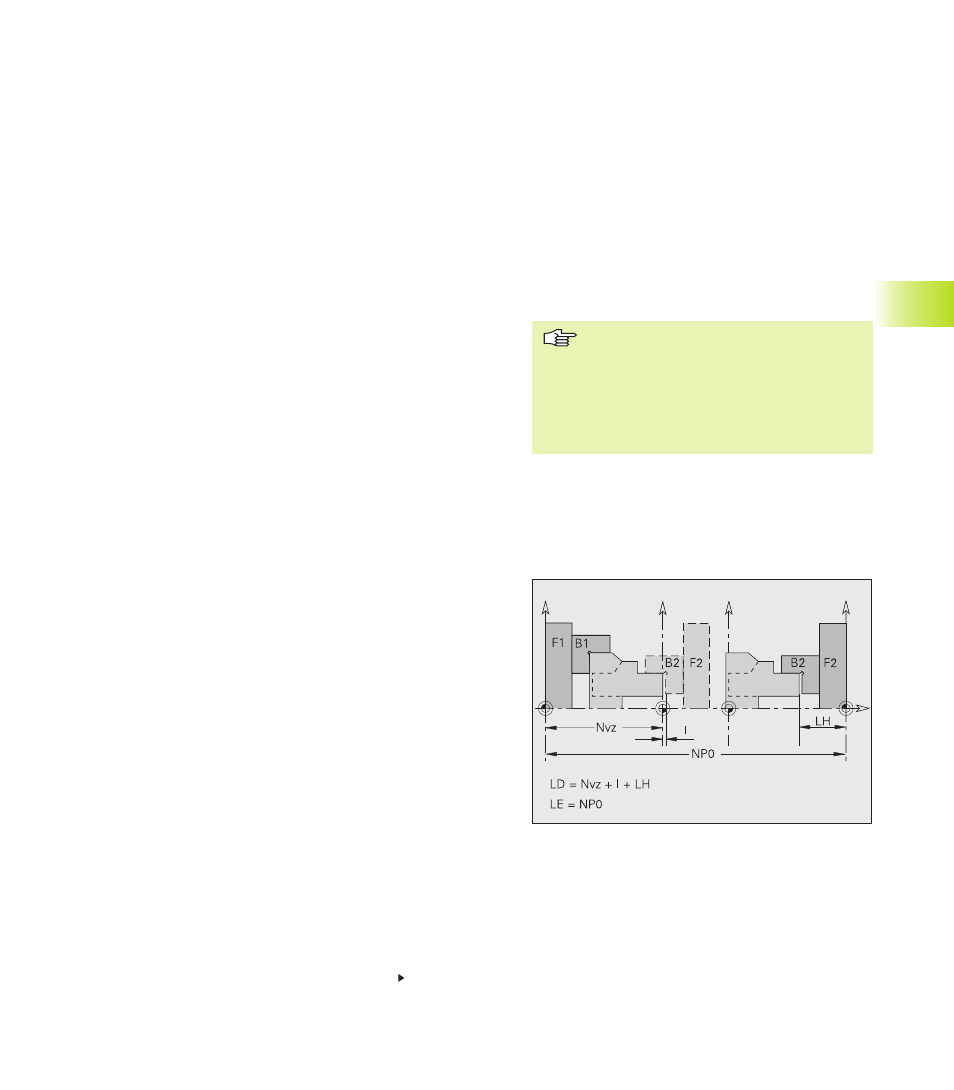
■
F1/B1, F2/B2: Rosca/mordaza de sujeción y
contracabezal
■
Nvz: desplazamiento del punto cero (G59, ...)
■
I: distancia de seguridad en la pieza sin
mecanizar (parámetro de mecanizado 2)
■
NP0: offset de punto cero (p.ej. parámetros de
máquina 1164 para el eje Z $1)
Determinar la limitación del corte
Punto del menú: „Sujetar – Límite de corte“
TURN PLUS determina el „Límite de corte para AAG“ para el
contorno exterior e interior durante „Sujetar – Lado del cabezal“. Es
posible modificar/añadir los valores.
El límite de corte se representa con una „raya roja“.
Borrar dibujo de sujeción
Punto del menú: „Sujetar – Borrar plano de sujeción“
borra todos los datos para la sujeción de la pieza y los límites de
corte introducidos.
Recambiar
Recambiar – mecanización estándard
Emplear „recambiar – Mecanizado estándar“ en el mecanizado fron-
tal o posterior con programas NC separados.
TURN PLUS
■
„dobla“ la pieza (parte sin mecanizar y mecanizada) y desplaza
el punto cero „Nvz“
■
gira contornos de superficies laterales o contornos de la
superficie YZ a „Wvc“
■
borra el medio de sujeción de la primera sujeción.
Parámetro „Recambiar pieza“
Nvz:
Desplazamiento del punto cero (valor propuesto: longitud
del contorno de pieza acabada)
Wvc:
Desplazamiento angular
Recambiar – mecanizado completo 1ª sujeción -> 2ª sujeción
comienza el mecanizado del segundo ajuste.
Definir primero el medio de sujeción A continuación el TURN PLUS
activa un Programa experto (a partir del parámetro de mecanizado
21) a la transferencia de la pieza. El programa experto que se utiliza
depende de la entrada „1. sujeción cabezal .. – 2ª sujeción cabezal ..“
en la cabecera del programa:
■
el mismo cabezal (ajuste manual): entrada de „UP-UMHAND“
■
diferentes cabezales (emisión de la pieza en el contracabezal):
entrada de „UP-INCOMPL“
El fabricante de la máquina pone a disposición los programas
expertos. Por este motivo pueden producirse divergencias en los
siguientes parámetros descritos. Asegúrese del significado del
parámetro y la marcha del programa experto según el programa
experto o el manual de la máquina.