3 movimientos lineales y circulares sencillos, 6 órdenes de mecanizado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 123
CNC PILOT 4290 de HEIDENHAIN
111
Marcha rápida en coordenadas de la máquina G701
El carro se desplaza en marcha rápida al ”punto de destino” según
la trayectoria más corta.
Parámetros
X, Z: Punto final (medida del diámetro X)
Con eje Y: véase modo de empleo ”CNC PILOT 4290 con eje Y”
”X, Z” se refieren al punto cero de la
máquina y al punto de referencia del
carro.
4.6.3 Movimientos lineales y circulares sencillos
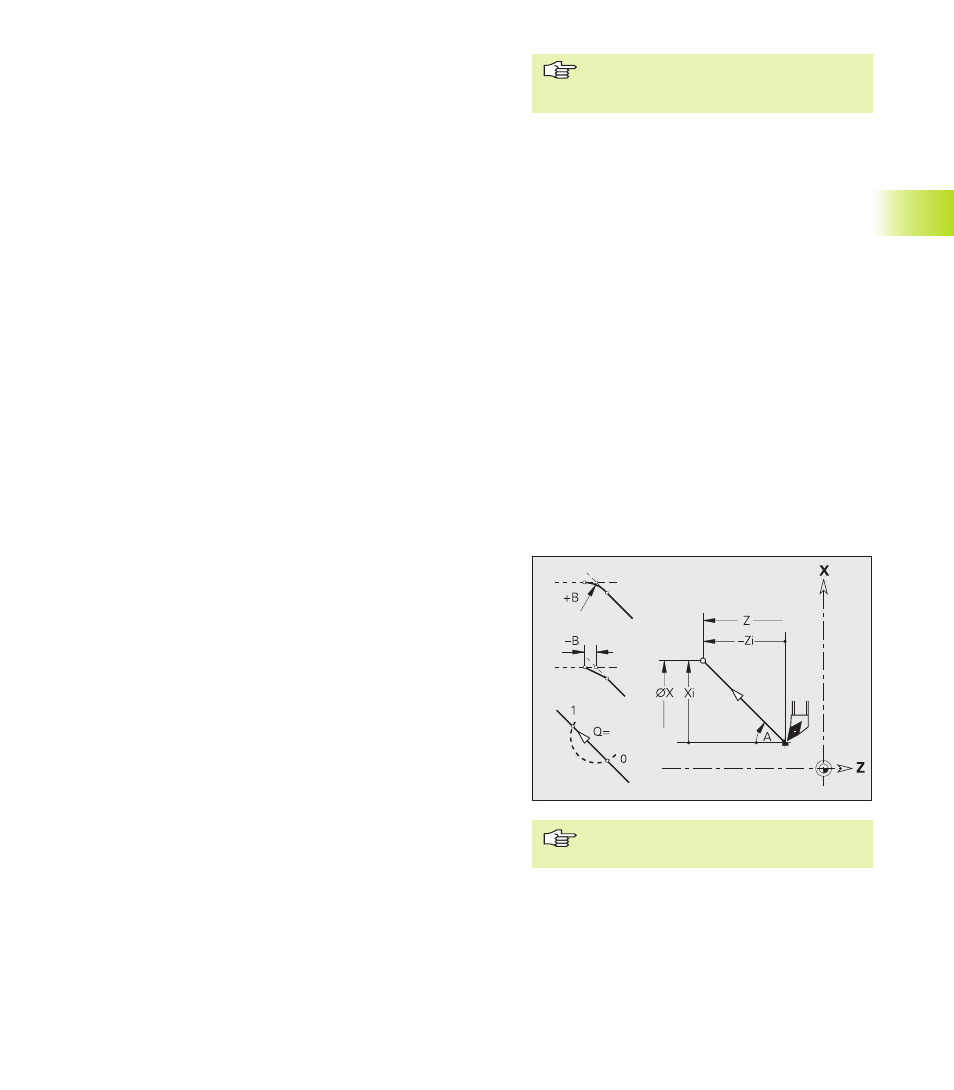
Movimiento lineal G1
La hta. se desplaza linealmente con un avance al ”punto final”.
Parámetros
X, Z: Diámetro, longitud punto final (medida del diámetro X)
A:
Angulo (dirección angular: véase la figura auxiliar)
Q:
Selección del punto de corte – por defecto: 0. punto final,
cuando la distancia corta un arco circular.
■
Q=0: punto de corte cercano
■
Q=1: punto de corte lejano
B:
Chaflán/redondeo – paso al siguiente elemento del contorno.
Programar el punto final teórico, cuando se introduce un
chaflán/redondeo.
■
B sin introducción: paso tangencial Paso
■
B=0: no tangencial Paso
■
B>0: radio del redondeo
■
B<0: Ancho del chaflán
E:
Factor de avance especial para el chaflán/redondeo
(0 < E <= 1) – por defecto: 1
(avance especial = avance activo * E)
Con eje Y: véase modo de empleo ”CNC PILOT 4290 con eje Y”
Programación X, Z: en cotas absolutas,
incrementales, autoretención o ”?”
4.6 Órdenes de mecanizado