6 atributos del mecanizado, 9 asignar atr ibut os – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 281
CNC PILOT 4290 de HEIDENHAIN
269
Softkeys „Selección de planos“
Plano siguiente/anterior en „Figura en
figura“
Plano posterior/anterior en „Figura en
figura“
Figura o modelo siguiente/anterior
Figura o modelo siguiente/anterior
6.9.6 Atributos del mecanizado
La GAPT evalúa los atributos del mecanizado para realizar el plano
de trabajo. La GIPT acepta los atributos del mecanizado como
parámetros del ciclo.
Definir atributos del mecanizado
Ajustar el plano de mecanizado (contorno de giro, superficie fron-
tal o lateral, etc.)
Seleccionar el tipo de atributo (submenú de ”atributos del
mecanizado”)
Seleccionar el elemento del contorno (se visualizan los atributos
existentes)
Introducir/modificar atributos
Softkeys
Si en una figura se instalan taladros o modelos („Figura en figura“),
el TURN PLUS diferencia estos „planos“. Seleccionar primero el pla-
no y a continuación el contorno deseado.
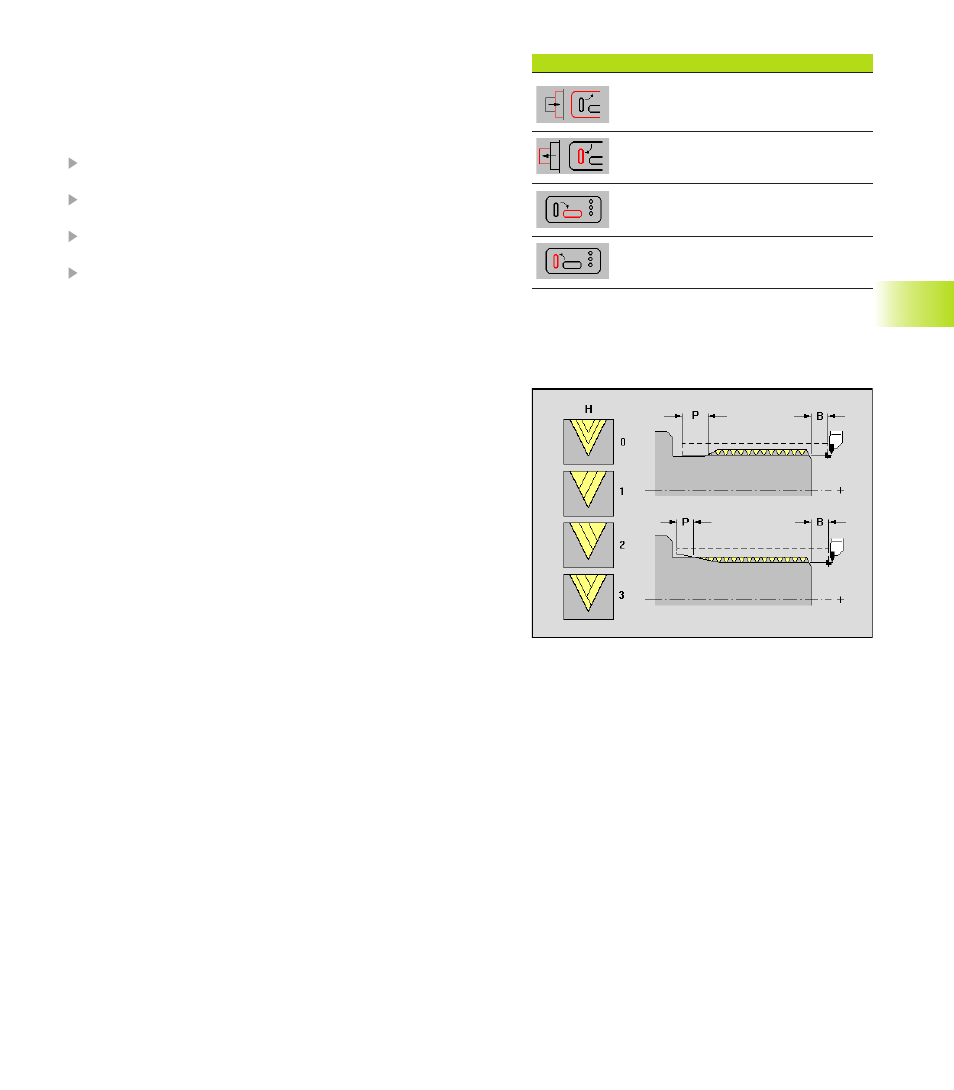
Atributo del mecanizado torneado de rosca
Parámetros
B, P:
Longitud inicial, longitud de sobrepaso – sin introducción:
el CNC PILOT calcula la longitud de los tallados libres o
profundizaciones cercanos. Si no se dispone de un tallado
libre/tronzado, se emplea el „Paso de rosca-, la longitud del
paso de rosca” a partir del parámetro de mecanizado 7 (ver
también „
4.8 ciclos de rosca“).
C:
Ángulo inicial – si el principio de rosca definido no se sitúa
en elementos de contorno no simétricos al contorno
I:
Paso de aproximación máximo
V:
Tipo de ajuste
■
(V=0) corte transversal constante: corte transversal de
viruta constante en todos los cortes
■
(V=1) ajuste constante
■
(V=2) división de corte (restante): si la división entre
profundidad de rosca/ajuste da un resto, este „resto” es
válido para el ajuste siguiente El „último corte” se divide
en corte 1/2-, 1/4-, 1/8- y 1/8-.
■
(V=3) Método EPL: el ajuste se calcula a partir del paso y
de la velocidad
H:
Tipo de desplazamiento de los ajustes individuales para
planear los flancos de rosca
■
H=0: sin desplazamiento
■
H=1: desplazamiento a la izquierda
■
H=2: desplazamiento a la derecha
■
H=3: Desplazamiento alternativo de derecha a izquierda
Q:
Cantidad de cortes vacíos – tras el último corte (para el
desmontaje de la presión de corte en la base de la rosca)
6.9
Asignar atr
ibut
os