1 1 pr epar ación – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 295
CNC PILOT 4290 de HEIDENHAIN
283
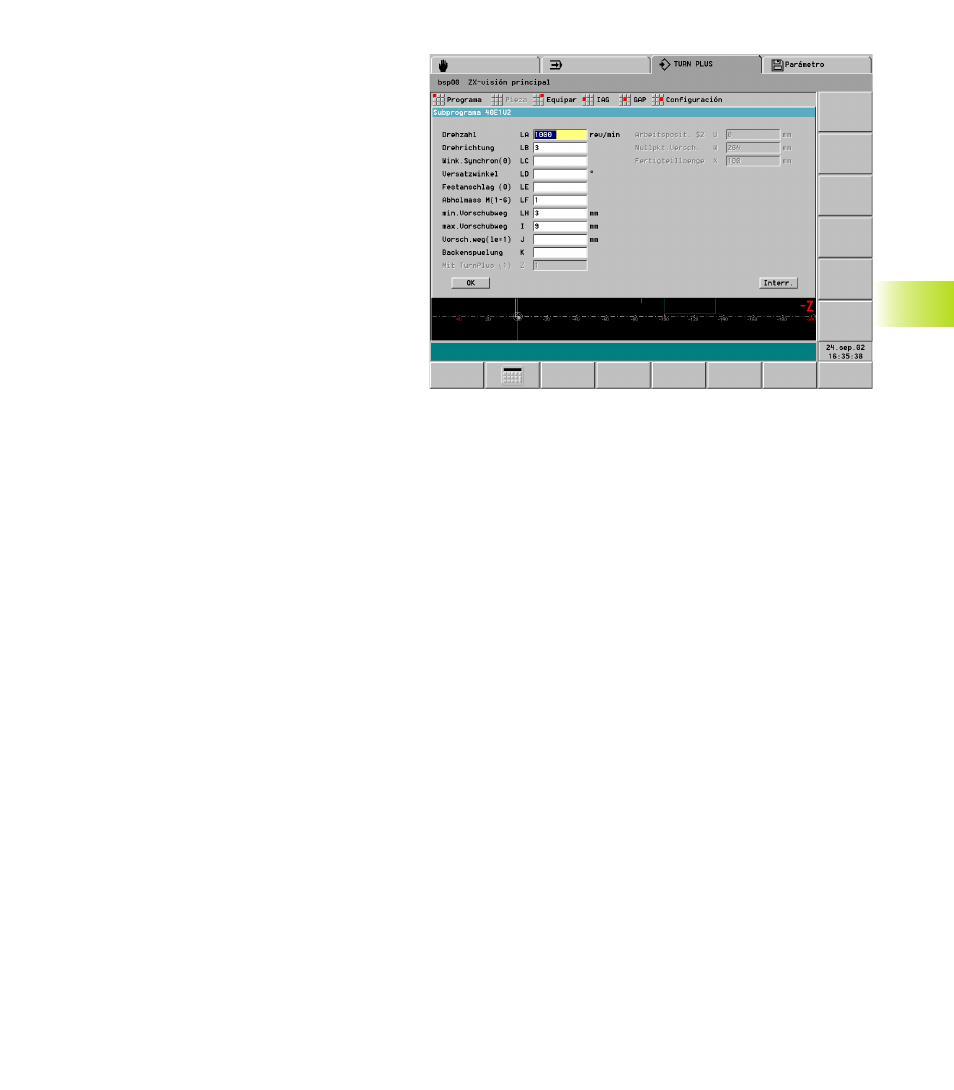
Parámetro de transmisión en programa experto
con otro nombre
Velocidad en la transmisión compartida (LA)
Sentido de rotación del cabezal (LB):
■
3: CW
■
4: CCW
Marcha sincronizada del ángulo (LC):
■
0: marcha sincrónica del ángulo
■
1: marcha sincrónica de velocidad
Ángulo de desplazamiento (LD): en marcha
sincrónizada angular
Tope fijo(LE):
■
0: con desplazamiento a tope fijo
■
1: sin desplazar a tope fijo
Medida de recogida (LF): posición de recogida en
medida de la máquina n (n: 1..6)
Trayectoria mínima de desplazamiento (LH): para
„Desplazar a tope fijo“ (ver manual de la
máquina)
trayectora máxima de desplazamiento (I): para
„Desplazar a tope fijo“ (ver manual de la
máquina)
Trayectoria de desplazamiento (J): para „Desplazar a
un tope fijo“ (ver manual de la máquina)
Lavado de mordazas (K): ver manual de la máquina
Parámetro de transmisión – para información
Con TURN PLUS (Z):
■
1: preparar trabajos en el contracabezal
(activar conversión, avance del punto cero
etc.)
Posición de trabajo $2 (U): valor propuesto: offset de
punto cero p.ej. a partir del parámetro de
máquina 1164 para el eje Z $1 (ver dibujo)
Desplazamiento del punto cero (W): desplazamiento
del punto cero NC (cálculo distancia del
punto de referencia rosca hasta el vértice
tope + longitud de la pieza mecanizada)
Longitud de la pieza mecanizada (LF): a partir de la
descripción de la pieza
6.1
1 Pr
epar
ación
Recambiar – mecanizado completo regresar a 1ª
sujeción
Si se desea realizar el mecanizado de la segunda
sujeción correcciones/optimizaciones en la
geometría o en el mecanizado, volver con esta
función al „Punto de partida del mecanizado“. Se
rechazan los bloques de trabajo de la 2ª sujeción.