HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 302
6 TURN PLUS
290
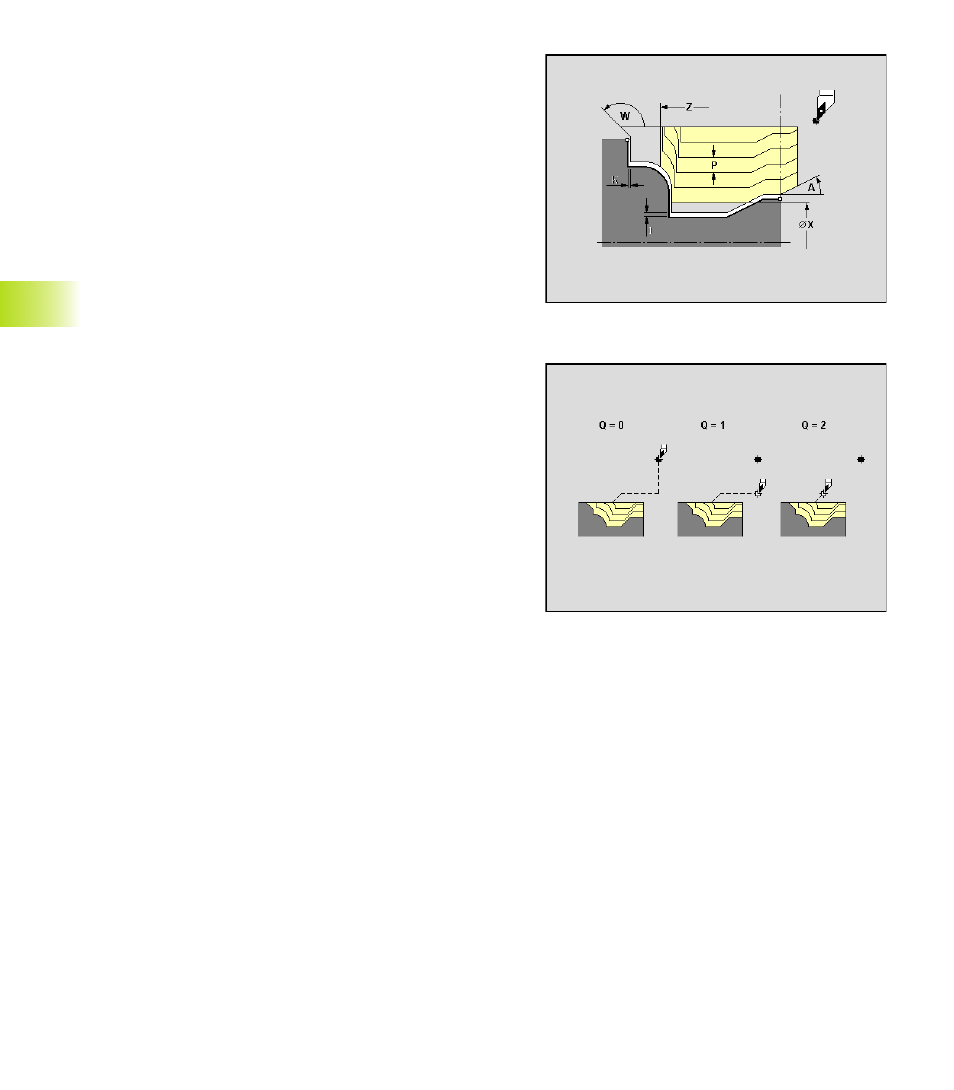
Desbaste paralelo al contorno (G830)
Parámetros
P:
Profundidad de corte (aproximación máxima)
A:
Ángulo de desplazamiento (referencia: eje Z) – por defecto
0°/180° (paralelo al eje Z)
W:
Ángulo de desplazamiento (referencia: eje Z) – por defecto
90°/270° (perpendicular al eje Z)
X, Z:
Limitación del corte
Tipo de medida ajustar:mediante softkey
I, K:
diferente medida longitudinal y de plano
I:
medida constante – genera „Medida G58“ antes del ciclo
E:
Avance de profundidad reducido
Q:
Tipo de desplazamiento libre durante el final del ciclo
■
Q=0: volver al punto inicial – primero dirección X- a
continuación dirección Z
■
Q=1: posiciona antes del contorno mecanizado
■
Q=2: se levanta a la distancia de seguridad y se para
Mecanizado de contorno libre (ver tabla de softkeys)
Desbaste automático
Punto del menú: desbaste - desbaste automático
TURN PLUS genera los bloques de trabajo para todos los desbastes
(longitudinal, transversal, mandrilado, interior, exterior, etc.). Para
ello se calculan todos los elementos del bloque de trabajo
(herramientas, datos de corte, parámetros del ciclo, etc.).
6.12 Gener
ación int
er
activ
a del plan de tr
abajo (IA
G
)