8 ciclos de roscado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 154
4 DIN PLUS
142
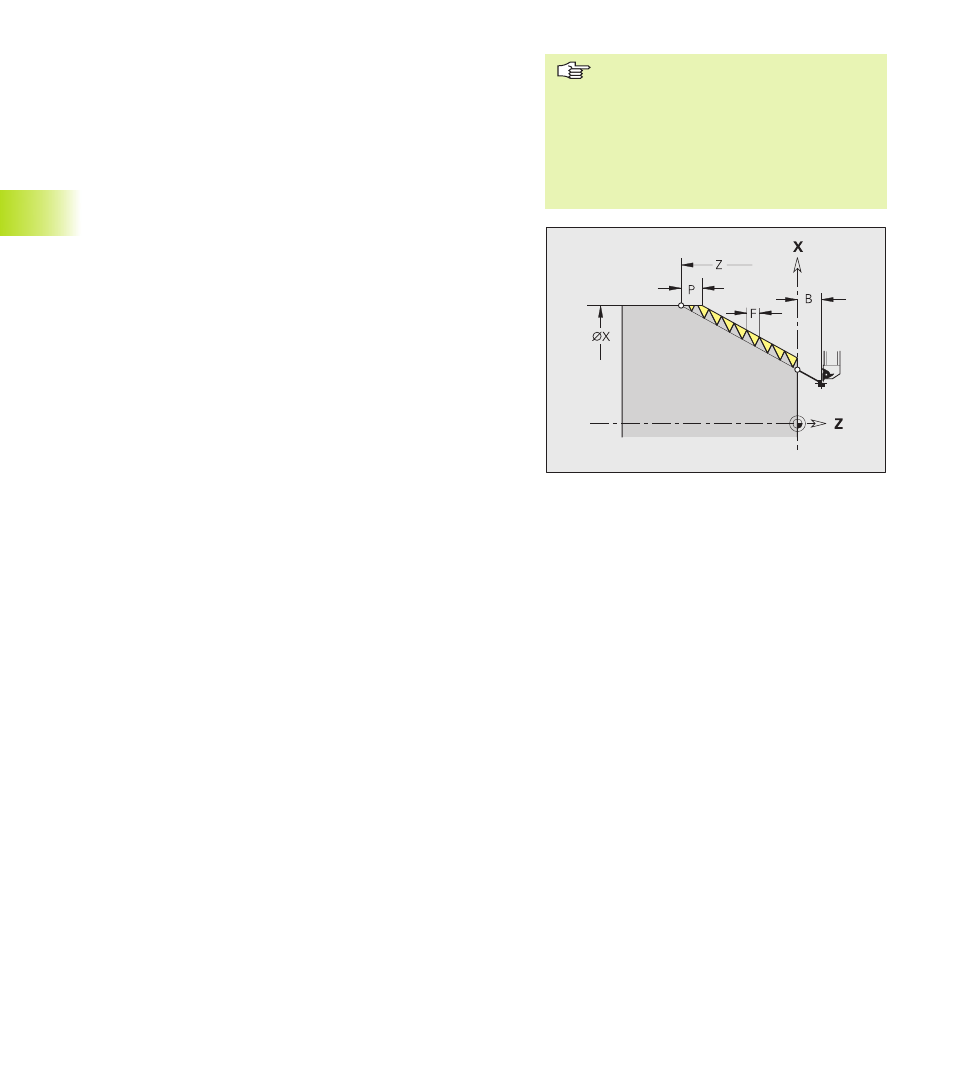
Rosca con trayectoria individual G33
G33 mecaniza roscas en cualquier sentido y posición (longitudinal,
cónicas o transversales; roscados interiores y exteriores). G33
realiza un único corte de roscado, que empieza en la posición de la
herramienta y finaliza en ”X, Z”. (En el roscado se sincronizan el
cabezal y el accionamiento del avance.)
Parámetros
X, Z: Diámetro, longitud punto final rosca (medida del diámetro X)
F:
Avance por vuelta (paso de roscado)
B, P: Longitud de avance, longitud de sobrepaso – por defecto: 0
(ver „
4.8 ciclos de roscado“)
C:
Ángulo inicial (el principio de rosca se encuentra definido en
los elementos del contorno no simétricos rotacionalmente) –
por defecto: 0
Q:
Número del cabezal
H:
Dirección de referencia para el paso de roscado – por defecto:
0
■
H=0: avance en el eje Z (para roscas longitudinales y
cónicas hasta un máximo de +45°/–45° en el eje Z
■
H=1: avance en el eje X (para roscas transversales y cónicas
hasta un máximo de +45°/–45° en el eje X
■
H=2: avance en el eje Y
■
H=3: avance de trayectoria
E:
Paso variable - por defecto: 0
■
E=0: paso constante
■
E>0: amplia el paso por vuelta según E
■
E<0: reduce el paso por vuelta según E
■
„Parada de avance“ se encuentra
activa al final de un corte de rosca.
■
El override de avance no se encuentra
activo
■
No emplear el override del cabezal con
el precontrol desconectado !
■
Ajustar la rosca con G95 (avance por
giro).
4.8 Ciclos de roscado