7 ciclos de giro – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 147
CNC PILOT 4290 de HEIDENHAIN
135
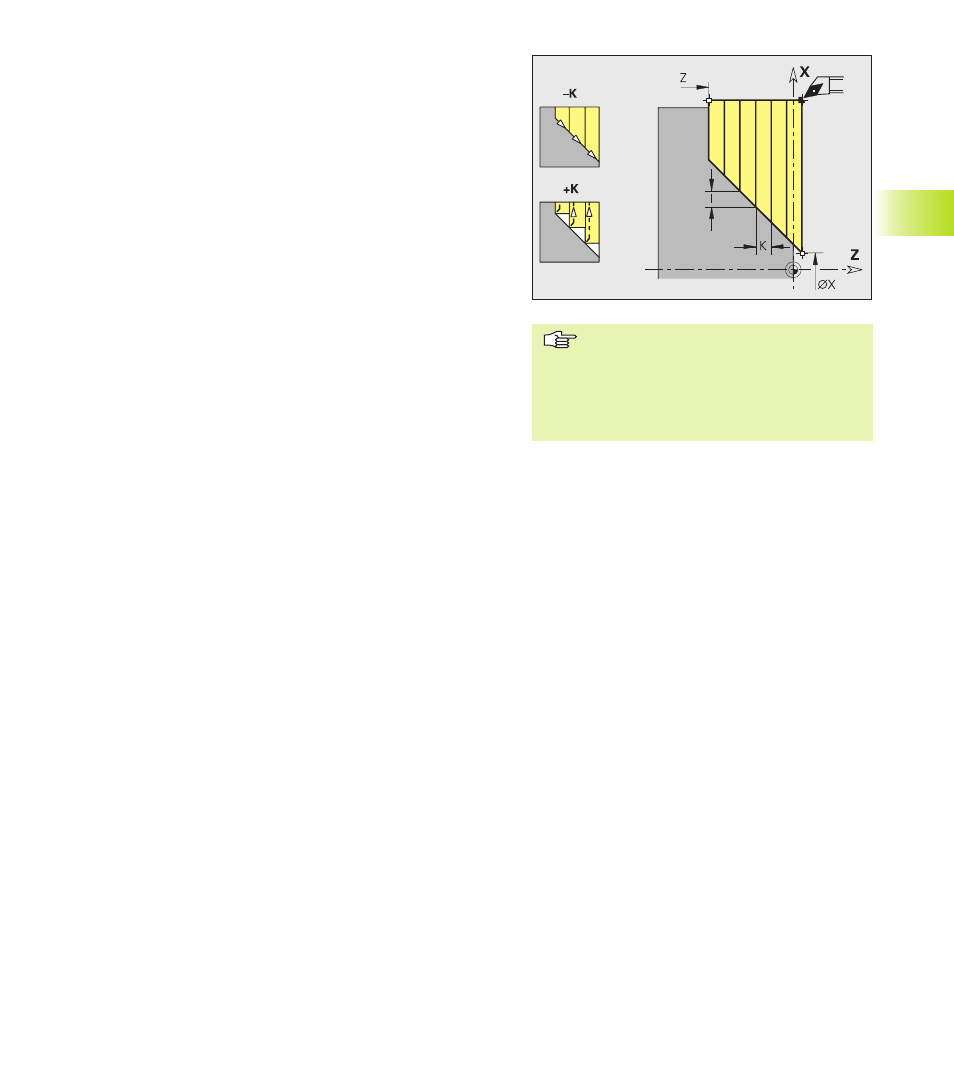
Refrentado simple G82
G82 mecaniza (desbasta) el margen del contorno descrito por la
posición actual de la herramienta y ”X, Z”. En una inclinación se
define el ángulo con I y K.
El CNC PILOT reconoce un mecanizado exterior/interior en base a la
posición del punto final.
La división de corte se calcula de tal manera que se evita un „Corte
de desgaste“ y el ajuste calculado es <= „ajuste máximo K“.
Sobremedidas:
■
Las sobremedidas G57
■
se calculan de acuerdo con el signo (de ahí que nos sean
posibles las sobremedidas en los mecanizados interiores)
■
siguen activadas tras el final del ciclo
■
Las sobremedidas G58: no se calculan
Desarrollo del ciclo
1 se calcula la subdivisión del corte (paso de aproximación)
2 la herramienta se aproxima paralela al eje desde el punto de
arranque para realizar el primer corte
3 se desplaza con avance al punto final Z
4 dependiendo del ”signo de K”:
■
K<0: mecaniza a lo largo del contorno
■
K>0: se eleva en 45° a 1 mm
5 retrocede en marcha rápida y se aproxima para el siguiente corte
6 repite 3...5, hasta que se alcanza el ”punto final Z”
7 se desplaza a:
■
X – punto de partida del ciclo
■
Z – última coordenada de elevación
Parámetros
X/Z: Punto de destino del contorno (X medida del diámetro)
I:
Desviación en dirección X – por defecto: 0
K:
aproximación máxima
■
K<0: con repaso del contorno
■
K>0: sin repaso del contorno
Q:
Función G Aproximación - por defecto: 0
■
0: Aproximación con G0 (marcha rápida)
■
1: Aproximación con G1 (avance)
■
Programación X, Z: absoluta,
incremental o autoenclavada
■
Corrección del radio de corte:no se
lleva a cabo
■
Distancia de seguridadtras cada corte:
1mm.
4.7 Ciclos de giro