5 p arámetr os de mecanizado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 376
7 Parámetros
364
7.5 P
arámetr
os de mecanizado
■
Aproximación acabado exterior [ANFA]
■
Aproximación acabado interior [ANFI]
■
Salida acabado exterior [ABFA]
■
Salida acabado interior [ABFI]
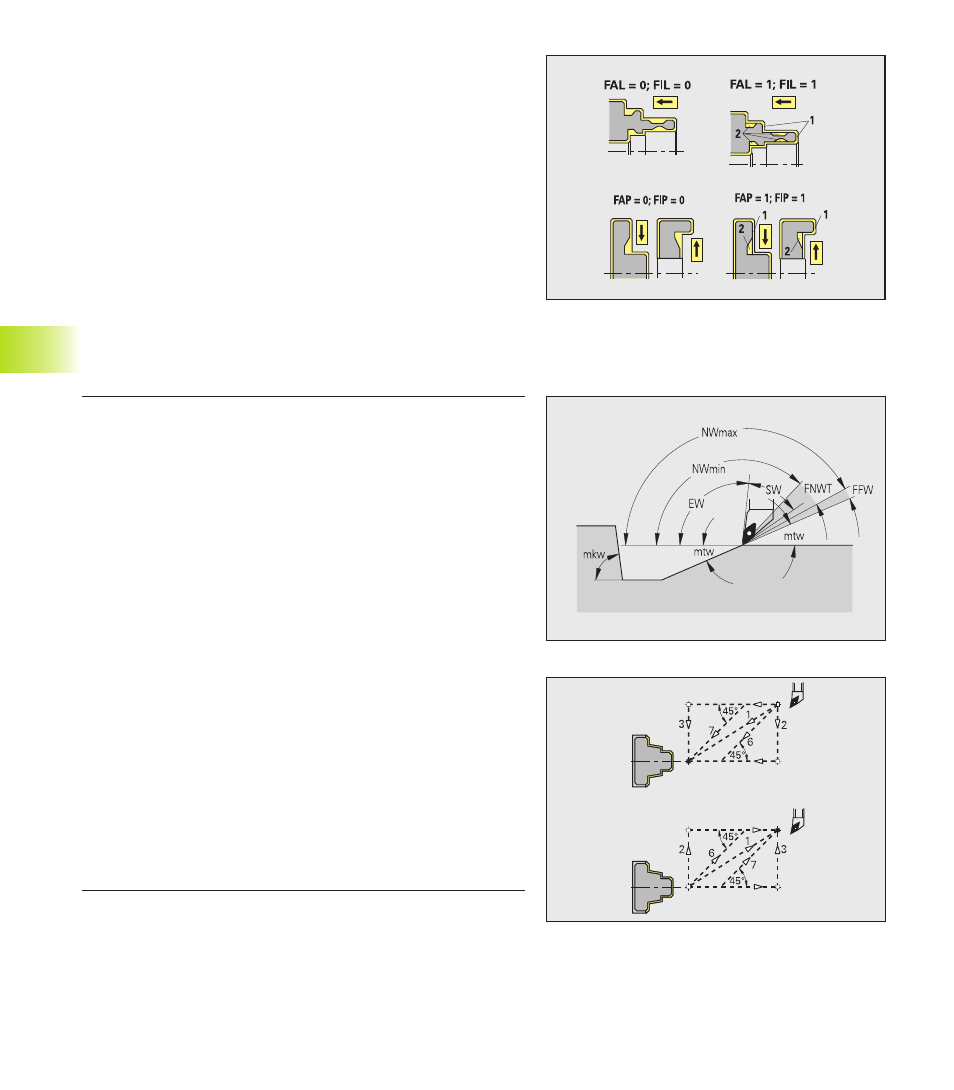
Tipo de arranque/tipo de salida:
■
1: dirección X- y Z simultáneas
■
2: primero dirección X- a continuación dirección Z
■
3: primero dirección Z, a continuación dirección X
■
6: movimiento acoplado X- antes de la dirección Z
■
7: movimiento acoplado Z- antes de la dirección X
Los movimientos de arranque y de parada tienen lugar en marcha
rápida (G0).
Los siguientes parámetros determinan el mecanizado de los
campos del contorno:
■
Normal/completo – exterior/longitudinal [FAL]
■
Normal/completo – interior/longitudinal [FIL]
■
Normal/completo - exterior/transversal [FAP]
■
Normal/completo – interior/transversal [FIP]
Introducción:
■
0 – Acabado completo: TURN PLUS busca la herramienta óptima
para mecanizar todo el contorno.
■
1 – Acabado estándard:
■
Se realiza preferentemente con herramientas de acabado
estándard. Los giros libres y las entalladuras se mecanizan con
una herramienta adecuada.
■
Si la herramienta de acabado estándard no es apropiada para
giros libres y entalladuras, TURN PLUS subdivide el mecanizado
en estándard y en mecanizado de elementos de forma.
■
Si no se puede realizar una subdivisión en mecanizado
estandard y mecanizado de elementos de forma, TURN PLUS
conmuta a ”mecanizado completo”.
Acabar - tolerancias de herramienta. aproximación y salida
Para seleccionar la herramienta se tiene:
■
Ángulo de ajuste (EW): EW >= mkw (mkw: ángulo de contorno
ascendente)
■
Ángulo de ajuste (EW) y ángulo de punta (SW):
NWmin < (EW+SW) < NWmax
■
Ángulo auxiliar (FNWT): FNWT = NWmax – NWmin
■
Tolerancia del ángulo secundario [FNWT] – Margen de tolerancia
para la cuhilla secundaria de la herramienta
■
Angulo de corte rompevirutas [FFW] Diferencia mínima del
contorno a la cuchilla secundaria