5 p arámetr os de mecanizado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 373
CNC PILOT 4290 de HEIDENHAIN
361
7.5 P
arámetr
os de mecanizado
4 – Desbastar
Desbastar – Normas de herramienta y mecanización
Las herramientas se seleccionan dependiendo del lugar de
mecanizado y de la dirección de mecanizado principal (HBR) en
base al ángulo de ajuste y de la punta. Además:
■
En primer lugar se fijan herramientas estándar de desbastado.
■
alternativamente se fijan herramientas que hacen posible un
mecanizado completo.
■
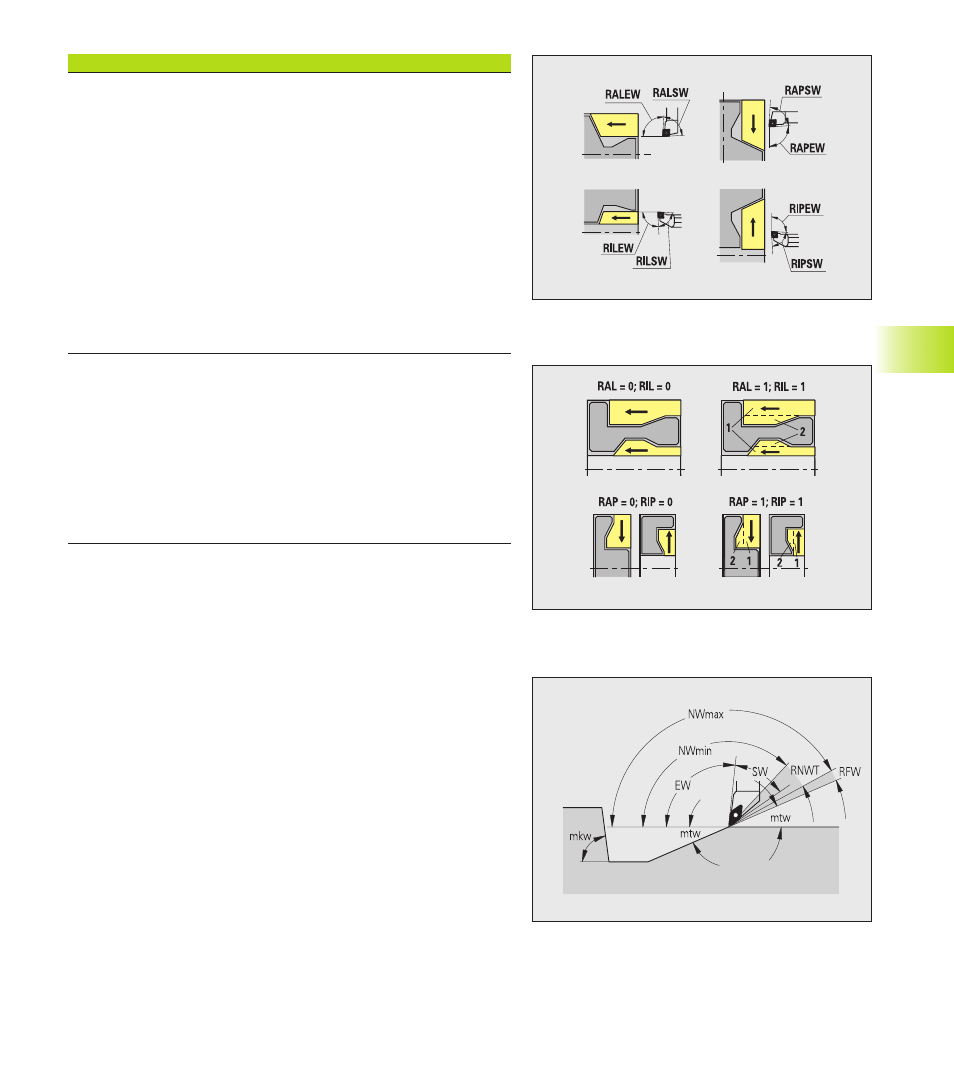
Angulo de ajuste – exterior/longitudinal [RALEW]
■
Angulo de la punta – exterior/longitudinal [RALSW]
■
Angulo de ajuste – exterior/transversal [RAPEW]
■
Angulo de la punta – exterior/transversal [RAPSW]
■
Angulo de ajuste – interior/longitudinal [RILEW]
■
Angulo de la punta interior/longitudinal [RILSW]
■
Angulo de ajuste – interior/transversal [RIPEW]
■
Angulo de la punta – interior/transversal [RIPSW]
Parámetros para el mecanizado de las zonas de contorno:
■
Normal/completo – exterior/longitudinal [RAL]
■
Normal/completo – interior/longitudinal [RIL]
■
Normal/completo - exterior/transversal [RAP]
■
Normal/completo – interior/transversal [RIP]
Introducción:
■
0: desbaste completo con profundización. TURN PLUS busca
una herramienta para el mecanizado completo.
■
1: desbaste normal sin profundización
Desbastar – Tolerancias de herramienta y demasías
Para seleccionar la herramienta se tiene:
■
Ángulo de ajuste (EW): EW >= mkw (mkw: ángulo del contorno
ascendente)
■
Ángulo de ajuste (EW) y de la punta (SW):
NWmin < (EW+SW) < NWmax
■
Ángulo auxiliar (RNWT): RNWT = NWmax – NWmin
■
Tolerancia del ángulo secundario [RNWT] – Margen de tolerancia
para la cuhilla secundaria de la herramienta
■
Angulo de corte rompevirutas [RFW]Diferencia mínima del
contorno a la cuchilla secundaria