1 1 ciclos de fr esado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 165
CNC PILOT 4290 de HEIDENHAIN
153
Continuación en la página siguiente
4.1
1
Ciclos de fr
esado
Parámetros
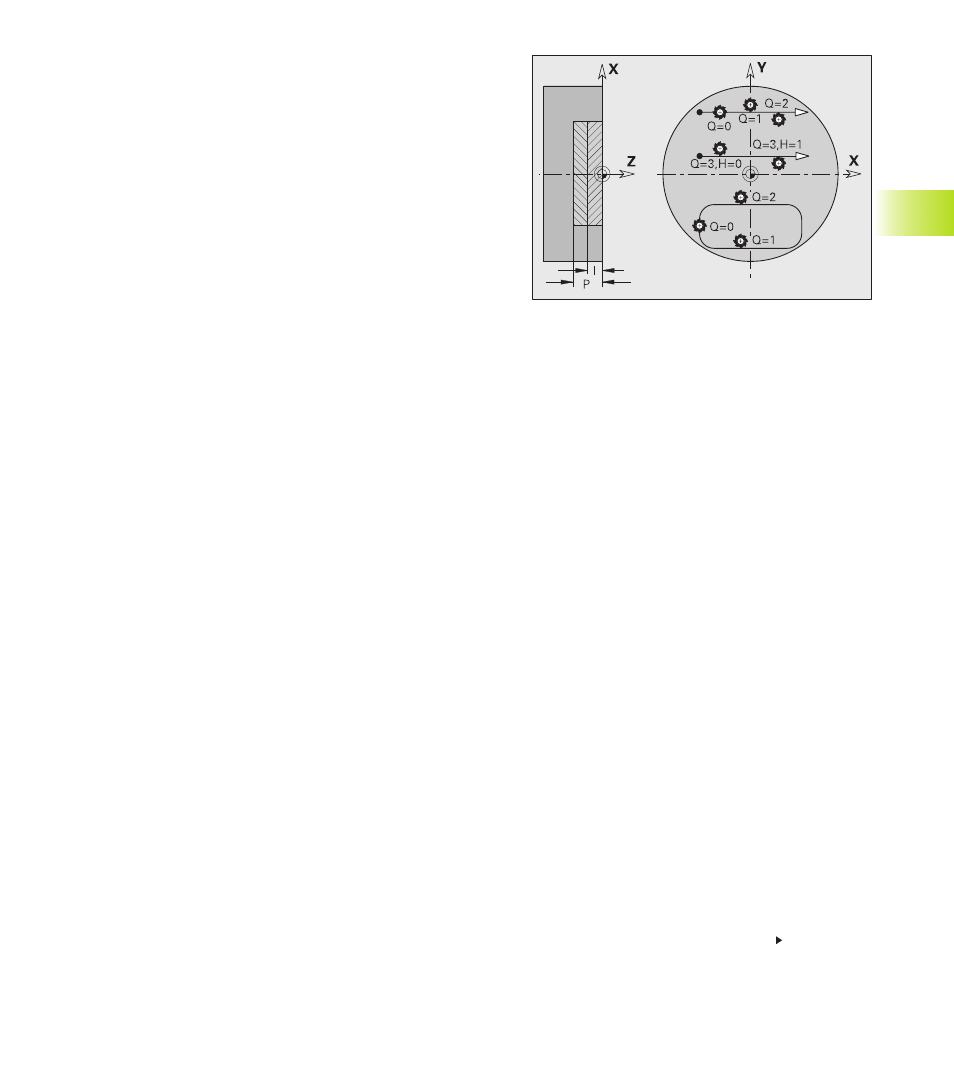
Q:
Tipo de ciclo (= Lugar de fresado)
■
Q=0: punto central de fresado en el contorno (sin FRK)
■
Q=1 – contorno cerrado: fresado interno
■
Q=1 – contorno abierto: a la izquierda en el sentido de
mecanizado; areas sucesivas que se cortan, no se mecanizan
■
Q=2 – contorno cerrado: fresado externo
■
Q=2 – contorno abierto: a la derecha en la dirección de
mecanizadoareas sucesivas que se cortan, no se mecanizan
■
Q=3 (en contornos abiertos): dependiendo del „Sentido de
rotación de fresado H“ y del sentido de rotación de la
fresadora se fresa a la derecha o a la izquierda del contorno
(ver tabla)
■
Q=4 – contorno cerrado: fresado interno
■
Q=4 – contorno abierto: a la izquierda en el sentido del
mecanizado; areas sucesivas que se cortan, se mecanizan
■
Q=5 – contorno cerrado: fresado externo
■
Q=5 – contorno abierto: a la derecha en el sentido del
mecanizado; areas sucesivas que se cortan, se mecanizan
NS:
Número de frase – Inicio del sector de contorno
■
Figuras: número de frase de la figura
■
„contorno libre“: 1º elemento del contorno (no punto inicial)
NE:
Número de frase – Fin del sector del contorno
■
Figuras, contornos cerrados: sin introducción
■
contornos abiertos: último elemento del contorno
■
El contorno se compone de un elemento: se suprime la
introducción
H:
Sentido de rotación del fresado ”dirección” – por defecto: 0
■
H=0: a contramarcha
■
H=1: sentido sincronizado
I:
Ajuste (máximo) – por defecto: fresar en un ajuste
F:
Avance de ajuste (Ajuste en profundidad) – por defecto:
avance activo
E:
Avance reducido para elementos circulares – por defecto:
avance actual
R:
Radio Arco de entrada/de salida – por defecto: 0
■
R=0: el elemento del contorno se desplaza directamente;
ajuste en el punto de desplazamiento por encima del plano de
fresado – a continuación ajuste de profundidad perpendicular
■
R>0: La fresa desplaza un arco de entrada/de salida, que se
añade tangencial al elemento del contorno
■
R<0 en esquinas interiores: la fresa desplaza el arco de
entrada/ de salida que se añade tangencial al elemento del
contorno
■
R<0 en esquinas exteriores: el elemento del contorno se
pone en marcha/ se para según una línea tangente
P:
Profundidad de fresa
■
Fresar, acabar – por defecto: profundidad de fresa a partir de
la descripción del contorno
■
Desbarbar: profundidad de inserción de la herramienta
K:
Plano de retroceso – por defecto: volver a la
posición inicial
■
Lado frontal o dorsal: posición de retroceso
en sentido Z
■
Superficie lateral: posición de retroceso en
dirección X (medida del diámetro)
B:
Anchura del bisel en el desbarbado de la arista
superior (el signo no tiene significado)
J:
Diámetro de mecanizado previo (diámetro de
la fresa para el fresado)
■
se precisa para el desbarbado de contornos
abiertos
■
se suprime cuando el diámetro de la
herramienta de desbarbar es igual al diámetro
de la fresa
D, V: Comienzo, fin nº de elemento en las figuras
(sólo cuando se mecanizan figuras parciales)
Número de elemento en las figuras:
Dirección de descripción del contorno en figuras:
”sentido antihorario”.
■
Rectángulo, polígono y ranura lineal: el ”ángulo
de colocación” (ángulo al eje longitudinal, o bien a
un cara del polígono) señala el primer elemento
del contorno
■
Ranura circular: el arco de círculo mayor es el
primer elemento del contorno
■
Círculo completo: el semicírculo superior es el
primer elemento del contorno