1 1 ciclos de fr esado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 169
CNC PILOT 4290 de HEIDENHAIN
157
Fresado de cajeras, acabado G846
G846 realiza el acabado de contornos cerrados y figuras de las
secciones del programa:
■
FRENTE
■
PARTE POSTERIOR
■
SUPERFICIE ENVOLVENTE
La dirección de fresado se modifica con el ”sentido de rotación del
fresado H”, la ”dirección del mecanizado Q” y el sentido de giro de
la fresa (véase la siguiente tabla).
Parámetros
NS:
Número de frase – referencia a la descripción del contorno
P:
Profundidad de fresado (máxima) (aproximación en el plano de
fresado)
R:
Radio del arco de entrada/salida – por defecto: 0
■
R=0: la aproximación al elemento del contorno es directa;
se realiza sobre el punto de aproximación por encima de la
superficie de fresado - a continuación se realiza la
aproximación perpendicular en profundidad
■
R>0: la fresa se desplaza según un arco de círculo de
entrada/salida, tangente al elemento del contorno
U:
Factor de solapamiento (mínimo) - solapado de las trayectorias
de fresado (solapado = U*diámetro de la fresa) – por defecto:
0,5
V:
Factor de sobrepaso (rebose) – no tiene significado en el
mecanizado con el eje C
H:
Sentido de rotación del fresado ”dirección” – por defecto: 0
■
H=0: a contramarcha
■
H=1: sentido sincronizado
F:
Avance de aproximación (para aproximación en profundidad) –
por defecto: avance activado
E:
Avance reducido para elementos circulares – por defecto:
avance actual
J:
Plano de retroceso – por defecto: volver a la posición inicial
■
Lado frontal o posterior: posición de retroceso en dirección
Z
■
Superficie lateral: posición de retroceso en dirección X
(medida de diámetro)
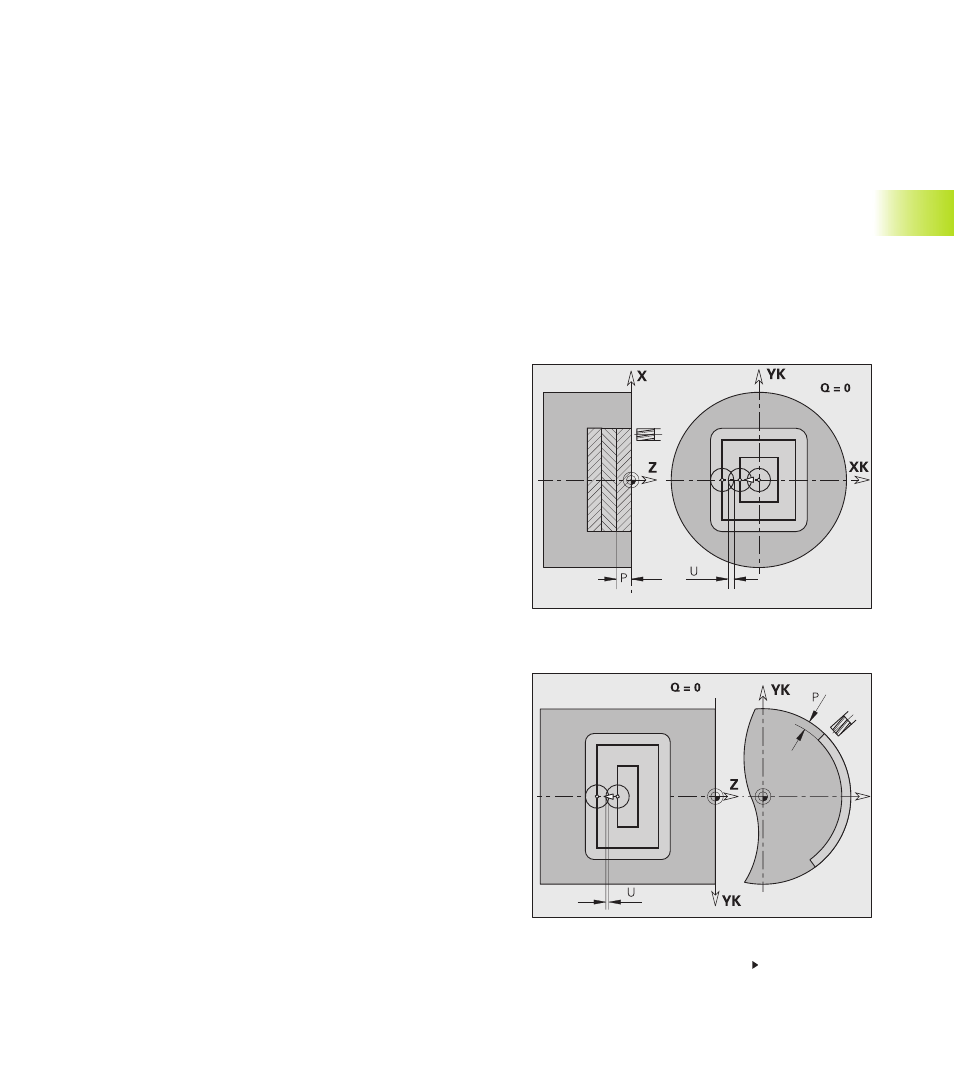
Q:
Dirección del mecanizado – por defecto: 0
■
Q=0: del interior al exterior
■
Q=1: del exterior al interior
Con eje Y: véase modo de empleo ”CNC PILOT 4290 con eje Y”
Continuación en la página siguiente
4.1
1
Ciclos de fr
esado
Ejecución del ciclo
1 La posición de arranque (X, Z, C) es la posición
anterior al ciclo
2 Se calcula la subdivisión de corte (planos de
fresado-aproximaciones, profundidades de
fresado-aproximaciones)
3 Desplazamiento a la distancia de seguridad y
aproximación a la primera profundidad de fresado
4 Fresado de un plano
5 Se retira a la distancia de seguridad y se aproxima
para la siguiente profundidad de fresado
6 Se repiten 4...5, hasta que se ha realizado el
acabado de la superficie completa
7 Retrocede según el ”plano de retroceso J”