9 ciclos de taladrado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 159
CNC PILOT 4290 de HEIDENHAIN
147
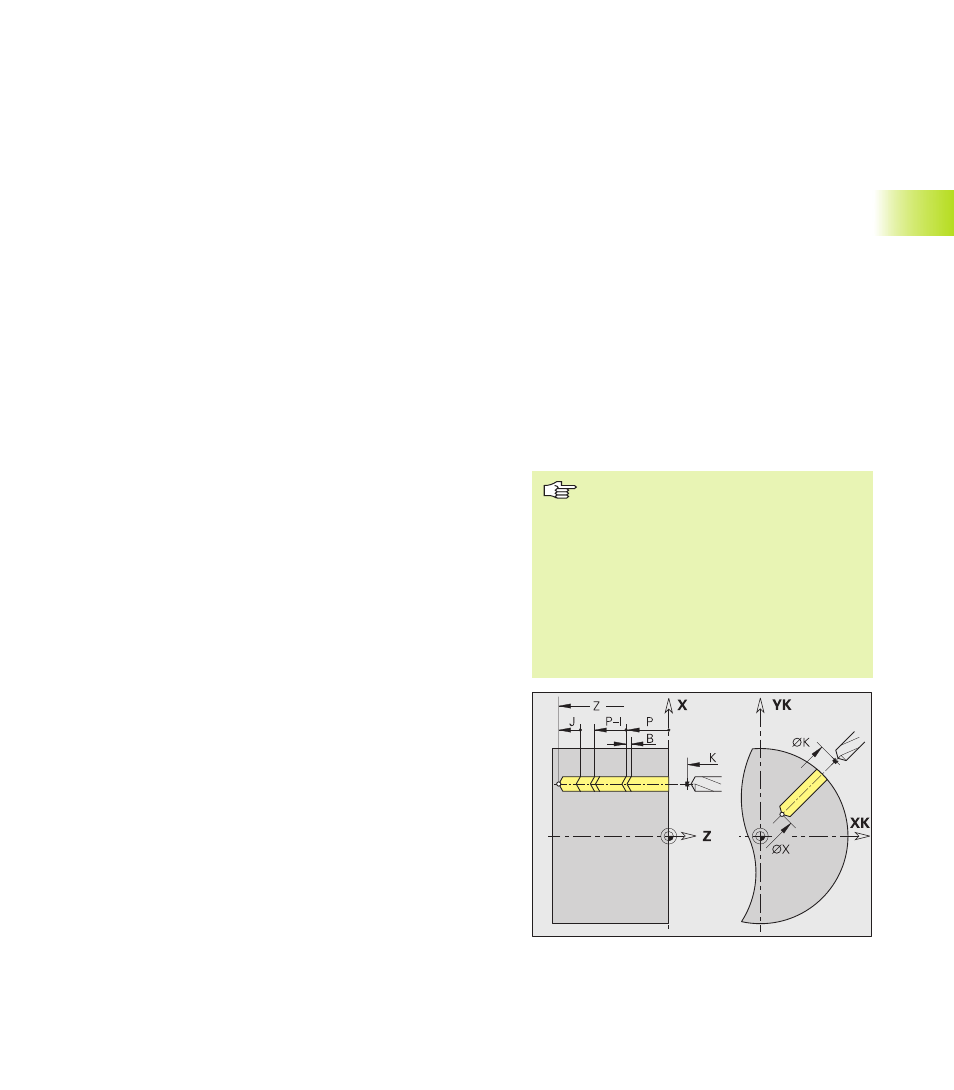
Taladrado en profundidad G74 (perforación profunda)
G74 crea taladros axiales/radiales en varias etapas con herramientas
fijas o motorizadas.
El primer corte de taladro se realiza con la ”1ª profundidad de
taladrado P”. En cada nivel de taladrado posterior se reduce la
profundidad según el ”valor de reducción I”, no sobrepasándose el
valor de la ”prof. de taladrado mínima J”. Después de cada taladrado
el taladro se retira según la ”distancia de retroceso B” o bien
vuelve al ”punto de arranque del taladro”
El ciclo se utiliza para:
■
Taladro individual sin descripción del contorno
■
Taladrado con descripción del contorno (taladro individual o
modelo de taladros) de las secciones del programa:
■
FRENTE
■
PARTE POSTERIOR
■
SUPERFICIE ENVOLVENTE
Cuándo se fija el control del avance, depende del tipo de taladro:
■
Taladro de plaquitas giratorias y taladro espiral con un ángulo de
taladro de 180°:
Reducción al final del taladro – 2*Distancia de seguridad
■
Otro taladro:
final del taladro – Longitud de corte – Distancia de seguridad
(Longitud de corte=punta del taladro; distancia de seguridad: ver
„parámetros de mecanizado 9 taladros o G47, G147“)
Parámetros
NS:
Número de frase del contorno del taladro (G49-, G300- o
G310-Geo) – sin introducción: Taladro individual sin
descripción del contorno
X, Z: Posición, longitud – Punto final en taladros axiales, radiales
(medida del diámetro X)
P:
1ª profundidad de taladrado
I:
Valor de reducción - por defecto: 0
B:
Distancia de retroceso – por defecto: en „Taladro punto
inicial“
J:
Profundidad de taladrado mínima – por defecto: 1/10 de P
E:
Tiempo de permanencia (espera) (para el tallado libre en la
base del taladro) – por defecto: 0
V:
Reducción del avance (50%) – error: 0
■
V=0 o 2: reducción al principio
■
V=1 o 3: reducción al principio y al final
■
V=4: reducción al final
■
V=5: sin reducción
Excepción en V=0 y V=1: sin reducción en el taladrado y en el
taladro con plaquitas giratorias y taladros espirales con ángulo
de taladro de 180°
D:
Velocidad de retroceso y aproximación dentro del taladro – por
defecto: 0
■
D=0: marcha rápida
■
D=1: avance
K:
Plano de retroceso (taladros radiales: medida del diámetro) –
por defecto: en la posición inicial o a la distancia de seguridad
4.9 Ciclos de taladrado
Desarrollo del ciclo
1 en ”taladrado sin descripción del contorno”:
Condición previa: que el taladro esté a la
distancia de seguridad sobre el taladro (punto de
arranque)
en ”taladrado con descripción del contorno”:
se aproxima independientemente de ”K” en
marcha rápida al ”punto de arranque”:
■
Si no se programa K: se desplaza a la distancia
de seguridad
■
Si K está programado: se desplaza a la posición
”K” y a continuación a la distancia de seguridad
2 empezar a taladrar - reducción del avance
dependiendo de ”V”
3 taladrado en varios niveles
4 perforar - reducción del avance dependiendo de
”V”
5 retroceso - en marcha rápida/avance
independientemente de ”D”
6 la posición de retroceso depende de ”K”:
■
Si K no está programado: retroceso al ”punto de
arranque”
■
Si K está programado: retroceso a la posición
”K”
■
Taladro individual sin descripción del
contorno: programar alternativamente „X
o Z”.
■
Taladro con descripción del contorno:
no programar„X, Z”.
■
Modelo de taladro: „NS” muestra el
taladro en el contorno (no en la definición
del modelo).
■
Una „reducción de avance al final“
tiene lugar sólo en el último paso de
taladro.