6 modo inspección, 5 funcionamiento automático – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 58
3 Funcionamiento manual y automático
46
Continuación en la página siguiente
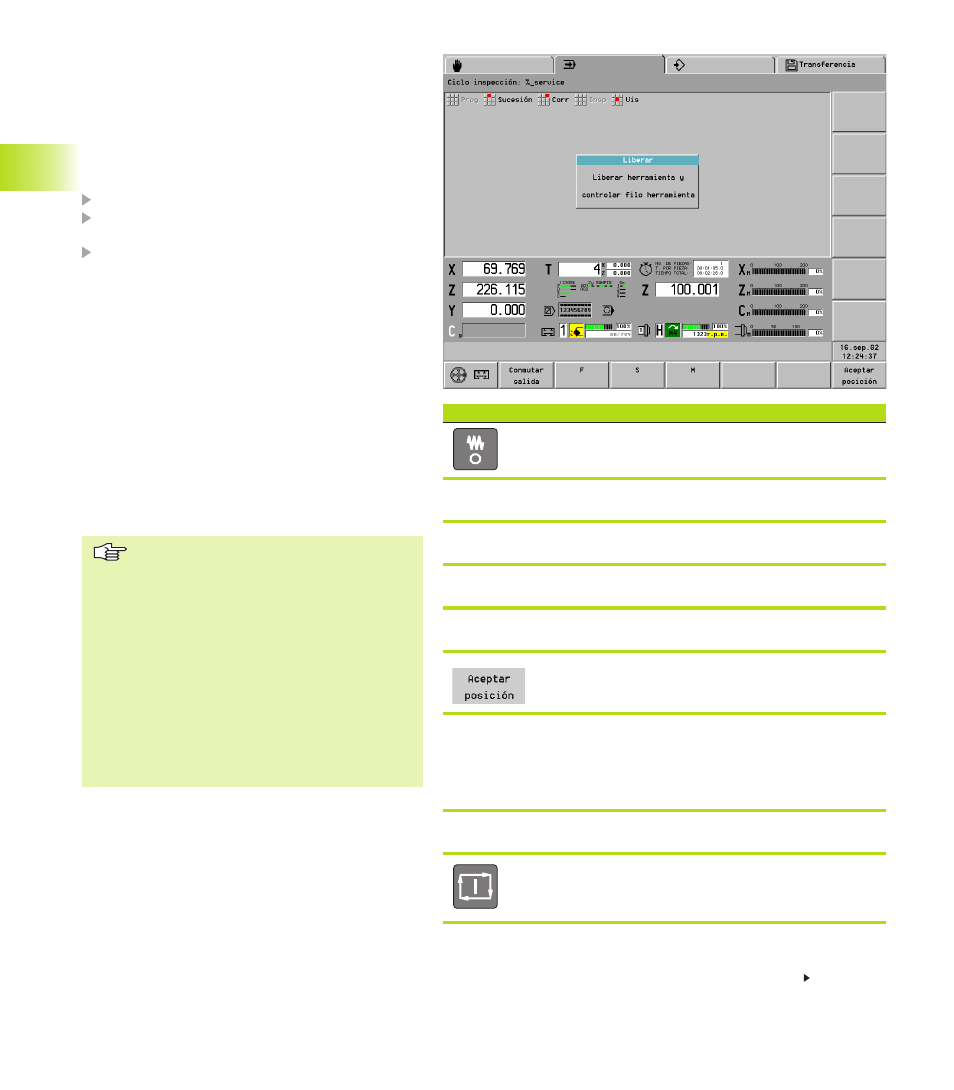
3.5.6 Modo inspección
El desarrollo del programa se puede interrumpir,
comprobar la ”herramienta activa”, corregir o
cambiar el filo y continuar con el programa NC en el
punto en que fué interrumpido.
El ciclo de inspección se realiza mediante los
siguientes pasos:
Interrumpir el programa y ”retirar” la herramienta
Comprobar la herramienta, si es preciso cambiar
el filo
Retirar la herramienta
■
Si el filo está o.k.: continuación con el desarrollo
automático del programa
■
con un filo nuevo: mediante ”Trazado” calcular
los valores de corrección - después continuación
del desarrollo automático del programa
Cuando se ”retira” la herramienta, el CNC PILOT
memoriza los primeros cinco movimientos. Cada
modificación de dirección corresponde a un
recorrido de desplazamiento.
El programa NC puede continuar delante del punto
de interrupción. Para ello se indica la distancia al
”punto de interrupción”. Si la ”distancia” es mayor a
la existente entre el inicio de la frase y el punto de
interrupción, el CNC PILOT comienza al inicio de la
frase NC interrumpida.
■
Durante el proceso de inspección es
posible girar el revólver, activar las teclas
del cabezal, etc
■
Si se gira el revólver, el programa de
retroceso pasa a la herramienta
„adecuada“.
■
Seleccionar durante un cambio de
corte los valores de corrección de tal
manera que la herramienta se pare antes
de la pieza.
■
Es posible interrumpir el ciclo de
inspección en el estado de parada del
ciclo con ESC y cambiar a „Control
manual“
Modo inspección
Interrupción de la ejecución del programa
<
Seleccionar ”Insp(ección)”
<
Retirar la herramienta con los pulsadores de manual.
<
Si es preciso girar el revolver.
<
Inspeccionar el filo - si es preciso, cambiar.
<
Terminar el proceso de inspección – el CNC PILOT
carga el programa de retroceso („_SERVICE“).
<
Se abre la ventana de diálogo ”Corrección Hta”. Introducir la
corrección de la herramienta y finalizar con ”OK”.
Con filo nuevo seleccionar el valor de corrección de forma que la
herramienta esté situada en el retroceso delante de la pieza.
<
Si es preciso activar el husillo.
<
Inicia el programa de retroceso.
<
3.5 Funcionamiento automático