HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 320
6 TURN PLUS
308
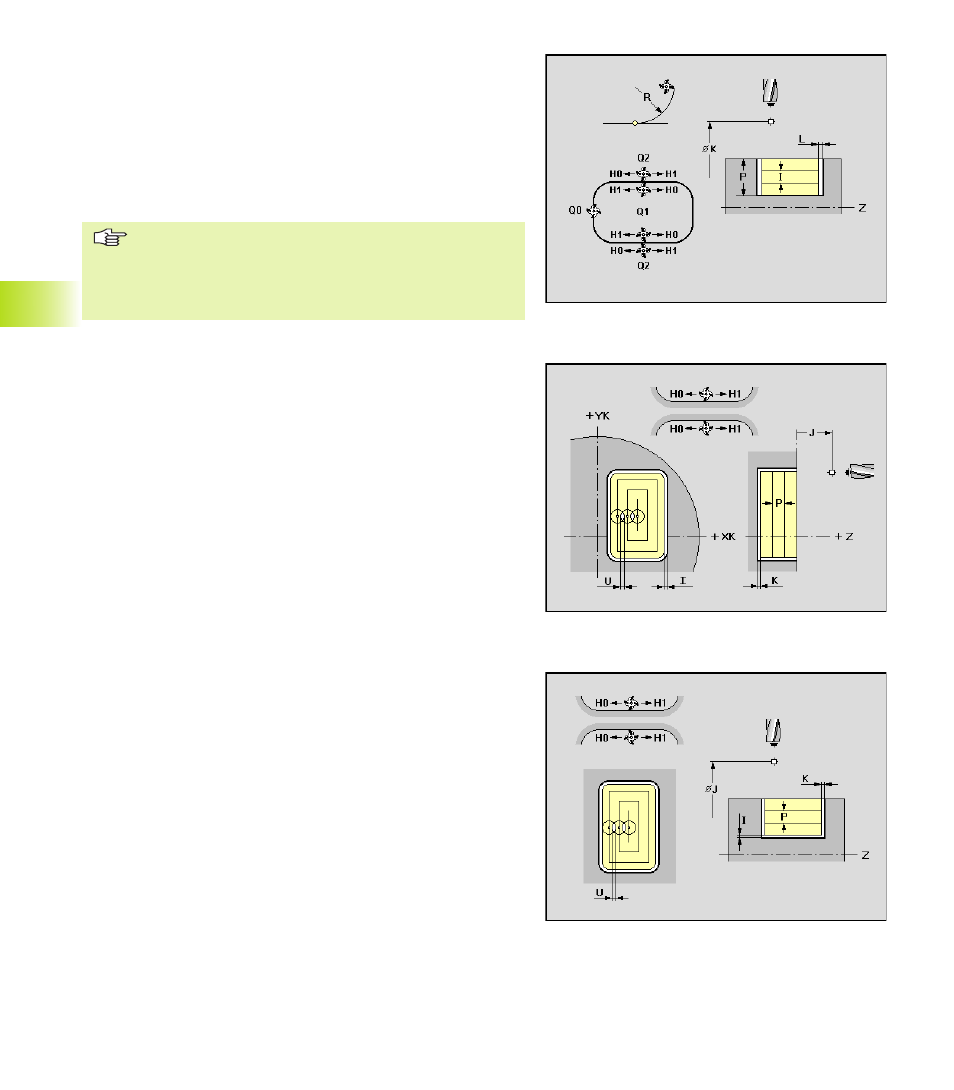
P:
■
Fresado de contorno: profundidad de fresado –
sobrescribe la „Profundidad“ de la definición del contorno
■
desbarbar profundidad de tronzado de la herramienta –
por defecto: ancho de chaflán ("desbarbar a partir del
„atributo de mecanizado“) + 1 mm
I:
aproximación máxima – por defecto: fresar en una
aproximación
L:
Sobremedida – „desplazar“ contorno de fresado
(„Sobremedida G58“ antes del ciclo de fresado)
■
Efectos de „Tipo de fresado, sentido de rotación del
fresado y sentido de rotación de la herramienta“: ver
„
4.11 ciclos de fresado“.
■
Desbarbar: el ancho de chaflán se define como
atributos de mecanizado.
Fresado de escotadura - desbaste/acabado (G845/
G846)
Desbasta/acaba figuras o „contornos libre“ cerrados de los planos
de referencia:
■
FRENTE
■
PARTE POSTERIOR
■
SUPERFICIE ENVOLVENTE
Parámetros
J:
Plano de retroceso – por defecto: volver a la posición inicial
■
Lado frontal/lateral: posición de retroceso en dirección Z
■
Superficie lateral: posición de retroceso en contorno X
(medida del diámetro)
Q:
Dirección de mecanizado
■
hacia el exterior (Q=0): del interior al exterior
■
hacia el interior (Q=1):
H:
Dirección de fresado
■
H=0: marcha contraria
■
H=1: marcha sincronizada
U:
Factor de solapamiento – zona: 0 <= U <= 0,9;
0: sin solapamiento
V:
Factor de sobrepaso – carece de significado en el
mecanizado con eje C.
P:
aproximación máxima en el plano de fresado
I, K:
Medida en dirección X-, en dirección Z – entfällt beim
Schlichten
6.12 Gener
ación int
er
activ
a del plan de tr
abajo (IA
G
)