17 funciones m – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 195
CNC PILOT 4290 de HEIDENHAIN
183
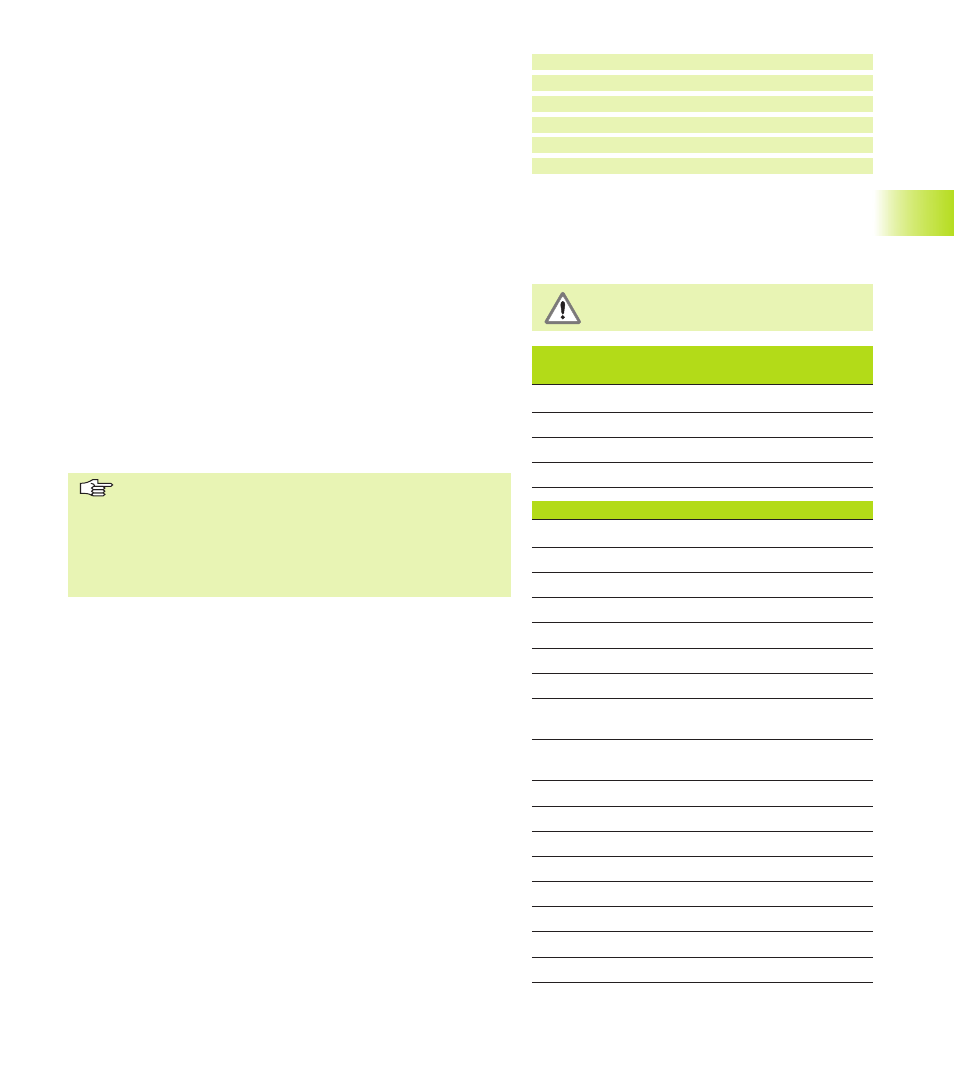
Instrucciones M para el control del desarrollo
del programa
M00
Parada del programa
M01
Parada opcional
M30
Final del programa
M99 NS..
Final de programa con rearranque
Instrucciones M como instrucciones de máquina
M03
Cabezal principal conectado (cw)
M04
Cabezal principal conectado (ccw)
M05
Parada del cabezal principal
M12
Bloquear el freno del cabezal principal
M13
Soltar el freno del cabezal principal
M14
Conexión del eje C
M15
Desconexión del eje C
M19 C..
Parada del cabezal sobre la posición
”C”
M40
Conectar la gama al nivel 0 (posición
neutra)
M41
Conectar la gama al nivel 1
M42
Conectar la gama al nivel 2
M43
Conectar la gama al nivel 3
M44
Conectar la gama al nivel 4
Mx03
Cabezal x conectado (cw)
Mx04
Cabezal x conectado (ccw)
Mx05
Parada del cabezal x
M97
Función de sincronización
4.1
7 F
unciones M
4.17 Funciones M
Las funciones M controlan el desarrollo del programa y conectan
grupos de la máquina (instrucciones de máquina).
M00 Parada del programa
La ejecución del programa se detiene – „Ciclo de arranque“
continúa la ejecución del programa.
M01 Parada opcional
La softkey „Parada opcional“ (funcionamiento automático) ajusta si
la ejecución del programa continúa en M01. „Ciclo inicio“ continúa
la ejecución del programa.
M30 Final del programa
M30 significa ”final del programa o subprograma”. (No es necesario
que programe M30.)
Si después de M30 se pulsa ”arranque ciclo”, empieza de nuevo la
ejecución del programa desde el principio.
M99 Final del programa y reiniciar al principio del programa o
número de frase introducido
M99 significa ”final del programa y arrancar de nuevo”. El CNC PI-
LOT comienza la ejecución del programa de nuevo a partir de:
■
Inicio del programa, cuando no se ha introducido NS
■
Número de frase NS, cuando se ha introducido NS
Funciones autoenclavadas (avance, velocidad, número
de herramienta etc.), válidas al final del programa, se
activan si se vuelve a arrancar el programa de nuevo. Por
ello deberían programarse de nuevo al principio del
programa o bien a partir de la frase de arranque (con
M99), las funciones con retención automática (de los
últimos datos programados).
M97 Función de sincronización
El carro programado para M97 espera hasta que todos los carros
lleguen a esta frase. A continuación prosigue la ejecución del
programa.
Para mecanizados complejos (p.ej. el mecanizado de varias piezas)
se puede programar la M97 con parámetros.
Parámetros
H: Número de marcas síncronas – la evaluación se produce
exclusivamente durante la interpretación de los
programas NC
Q: Número de carro – use la sincronización con Q, cuando no sea
posible una sincronización con $x
D:
On / Off – predeterminado: 0
0:
Off – Sincronización en el tiempo de ejecución del programa
NC
1:
On – Sincronización exclusivamente durante la interpretación
de los programas NC
Ejemplo M97
. . .
$1
N.. G1 X.. Z..
$2
N.. G1 X.. Z..
$1$2 N.. M97
[$1, $2 se esperan entre si]
. . .
Instrucciones de la máquina
El efecto de las órdenes de máquina depende de la
versión del torno. En la siguiente tabla aparecen las
instrucciónes M utilizadas ”habitualmente”.
La información sobre las órdenes M se
encuentra en el manual de la máquina.