12 funciones especiales – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 175
CNC PILOT 4290 de HEIDENHAIN
163
4.12 Funciones especiales
Control de tronzado mediante supervisión del
cabezal G991
El control de tronzado sirve para evitar colisiones en los procesos
de tronzado no completados. G991 comprueba el proceso de
tronzado verificando la diferencia de revoluciones de los dos
cabezales.
Primero ambos cabezales están unidos entre si por la pieza ”en
arrastre de fuerza”. Sólo al tronzar la pieza giran los cabezales
independientemente entre si. La diferencia de revoluciones y el
tiempo de supervisión se determinan en los parámetros de
máquina 808, 858, ..., pero pueden modificarse con G992.
El CNC PILOT escribe el resultado del control de tronzado en la va-
riable V300.
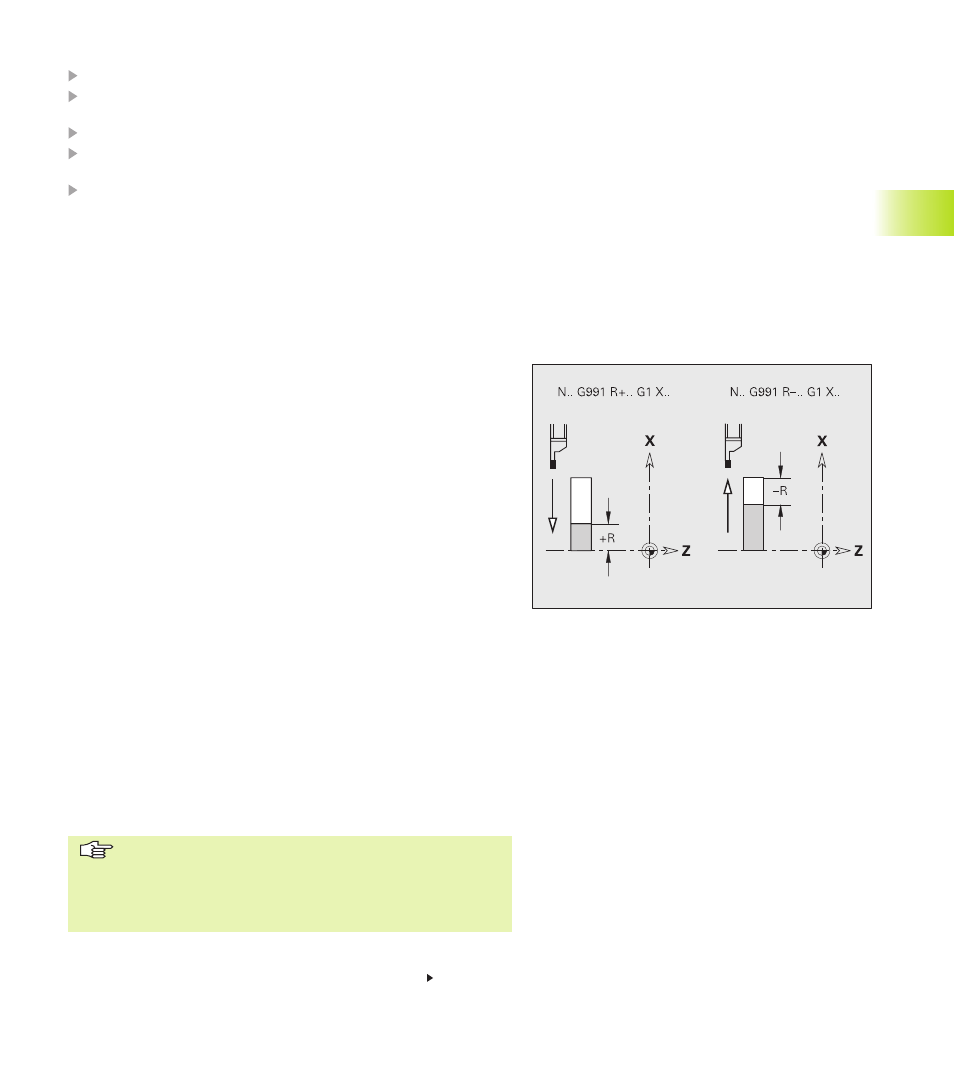
En „Trayectoria inversa R“ define la trayectoria que se va a controlar
y determina si se debe controlar la trayectoria de tronzado (poco
antes de la separación) o la trayectoria inversa (ver cuadro).
Parámetros
R:
Trayecto de regreso (valor del radio)
■
sin introducción: la diferencia del nº de revoluciones de los
cabezales en marcha sincronizada se comprueba (una vez)
■
R>0: supervisión del ”recorrido de tronzado restante”
■
R<0: supervisión del ”trayectro de regreso” - la supervisión
comienza al inicio del ”trayecto de regreso” y finaliza en
”trayecto de regreso – R”
Programación del control de tronzado:
tronzar pieza
conectar con G917 la ”supervisión del recorrido de
desplazamiento”
desplazar con G1 la pieza tronzada
El CNC PILOT comprueba el ”error de arrastre” y escribe el
resultado en la variable V300
Evaluar variable V300
Valores del resultado
G917 procura resultados satisfactorios si se cumplen las siguientes
condiciones:
■
con mordazas rugosas hasta 3000 rpm
■
con mordazas lisas hasta 2000 rpm
■
presión de sujeción > 10 bares
Instrucciones de programación:
■
Programar G917 y G1 en una frase
■
G1 .. programar como sigue:
■
en „Control de tronzado“: trayectoria >0,5 mm
(para posibilitar un resultado supervisado)
■
durante la comprobación en „tronzado sin
apéndice“: trayectoria < Ancho de la herramienta
de tronzado
■
Resultado en variable V300
■
0: la pieza no se ha tronzado correctamente / sin
apéndice (reconocido error de arrastre)
■
1: pieza tronzada correctamente / sin apéndice
(no se reconoce ningún error de arrastre)
■
G917 realiza un ”stop de interpretación”
■
El control de tronzado con G917 se realiza hasta G991
■
Durante la rotura de herramienta pueden surgir
diferencias de velocidad y falsear el resultado del control
de tronzado. Por ello se recomienda la supervisión
adicional del trayecto de regreso.
Continuación en la página siguiente
Instrucciones de programación:
■
programar velocidad de corte constante G96
■
programar G991 y G1 (trayecto de tronzado o
trayecto de regreso) en una frase
■
resultado en V300:
■
0: no tronzado
■
1: tronzado
■
G991 realiza un ”stop de interpretación”