HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 305
CNC PILOT 4290 de HEIDENHAIN
293
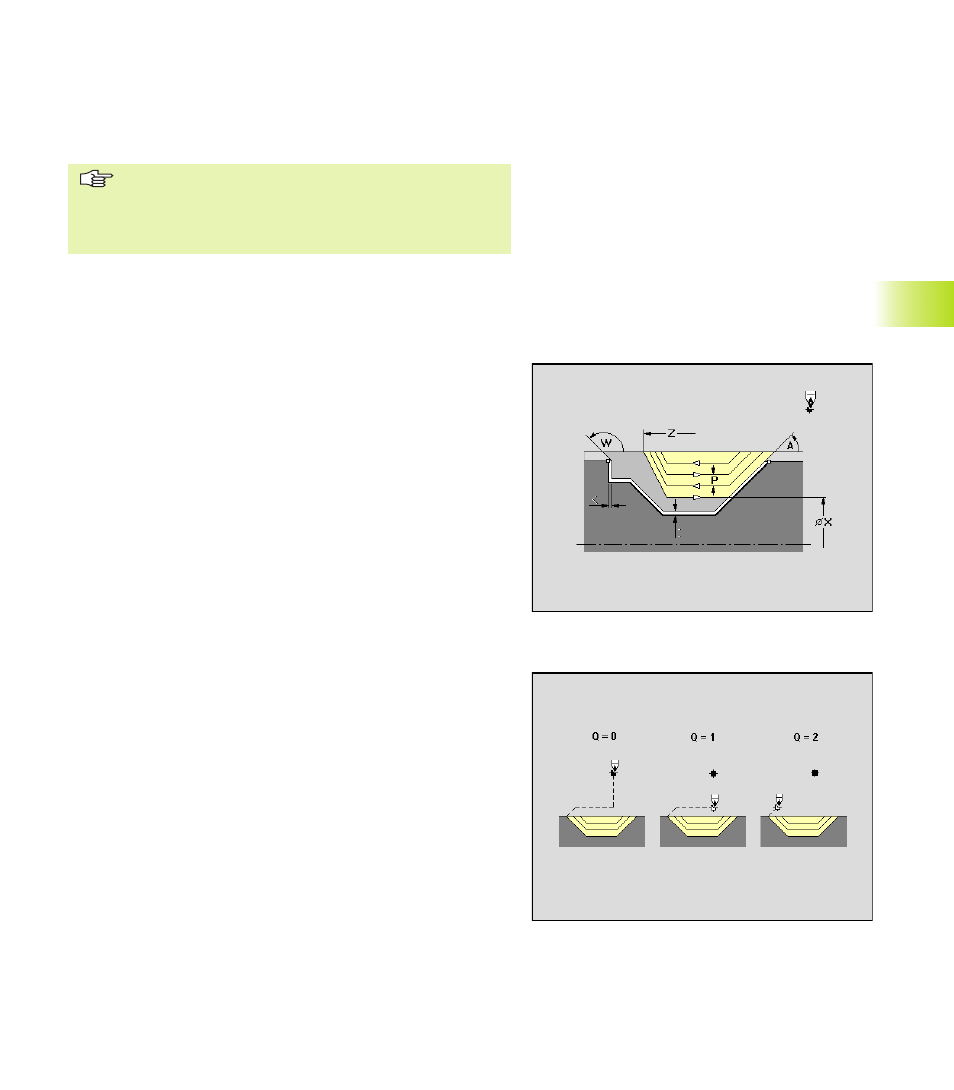
Desbaste mandrilando – herramienta neutral (G835)
Parámetros
P:
Profundidad de corte (ajuste máximo)
A:
Ángulo de desplazamiento (Referencia: eje Z) – por defecto
0°/180° (paralelo al eje Z)
W:
Ángulo de desplazamiento (referencia: eje Z) – por defecto
90°/270° (ángulo derecho al eje Z)
X, Z:
Limitación del corte
Ajustar tipo de sobremedida: mediante softkey
I, K:
diferente sobremedida de longitud/de plano
I:
sobremedida constante – genera „Sobremedida G58“
antes del ciclo
Profundizar: mecanizar contornos descendentes
■
Sí
■
No
E:
avance de avellanado reducido en contornos descendentes
Bidireccional: arranque de viruta con ciclo
■
Sí: G835
■
No: G830
Q:
Tipo de desplazamiento libre al final del ciclo
■
Q=0: volver al punto inicial
Longitudinal: primero X- a continuación dirección Z
Plano: primero dirección Z- a continuación dirección X
■
Q=1: posiciona antes del contorno mecanizado
■
Q=2: se eleva a la distancia de seguridad y para
Mecanizado tallado libre (ver tabla de softkeys)
Mandrilar – automáticamente
ayuda al mecanizado de dos caras. TURN PLUS selecciona primero
la herramienta de desbaste para el desbaste previo y a continuación
la herramienta con la dirección de mecanizado opuesta para el
mecanizado del material restante.
„Desbarbar – automáticamente“ mecaniza sólo
„Tronzados“(– es posible mecanizar un giro libre con el
ciclo de desbastado estándar). tronzado o giro libre los
diferencia el TURN PLUS según el „ángulo de copiado
cóncavo EKW“ (parámetro de mecanizado 1).
6.12 Gener
ación int
er
activ
a del plan de tr
abajo (IA
G
)