Plazos e intervalos de espera, 3 sist ema de r e visión – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 655
CNC PILOT 4290 de HEIDENHAIN
653
9.3 Sist
ema de r
e
visión
Plazos e intervalos de espera
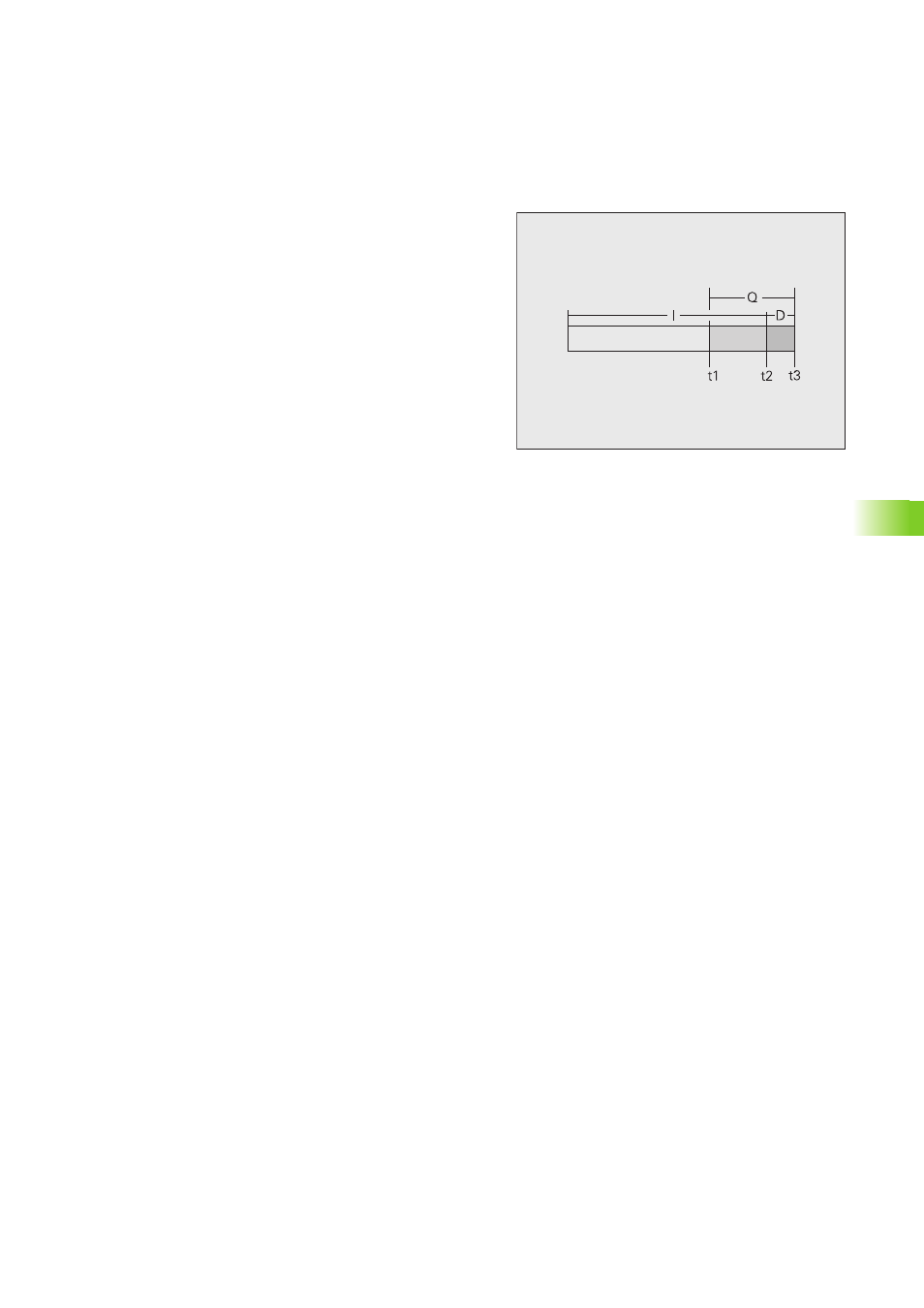
Plazo e intervalos (ver imagen):
I – intervalo: tiempo del intervalo de espera determinado por el
fabricante de la máquina. Durante el tiempo de conexión del control
se reduce permanentement el intervalo de espera. El sistema de
mantenimiento muestra el tiempo que queda en la columna
cuando.
D – duración: tiempo del intervalo de espera determinado por el
fabricante de la máquina entre las medidas "a punto de vencer" y ya
"vencidas".
Q – intervalo de finalización: en el intervalo de finalización debería
realizarse y finalizarse la medida de mantenimiento.
t1 – momento "medida de mantenimiento a punto de vencer":
A partir de este momento puede realizarse y finalizarse la medida
de mantenimiento.
El estado se marca en color "amarillo".
Cálculo: t1 = registro preaviso * intervalo / 100
t2 – momento "medida de mantenimiento a punto de vencer":
A partir de este momento debería realizarse y finalizarse la
medida de mantenimiento.
El estado se marca en color "rojo".
Cálculo: t2 = intervalo
t3 – momento "medida de mantenimiento ya vencida":
Se ha sobrepasado el tiempo de la medida de mantenimiento.
El estado permanece en color "rojo".
Cálculo: t3 = intervalo + duración
Explicaciones:
I:
Intervalo
D:
Duración
Q:
Intervalo de finalización
t1:
Medida de mantenimiento a punto de vencer
t2:
La medida de mantenimiento está a punto de
vencer
t3:
La medida de mantenimiento ya ha vencido