27 ciclos de fr esado – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 268
268
4.27 Ciclos de fr
esado
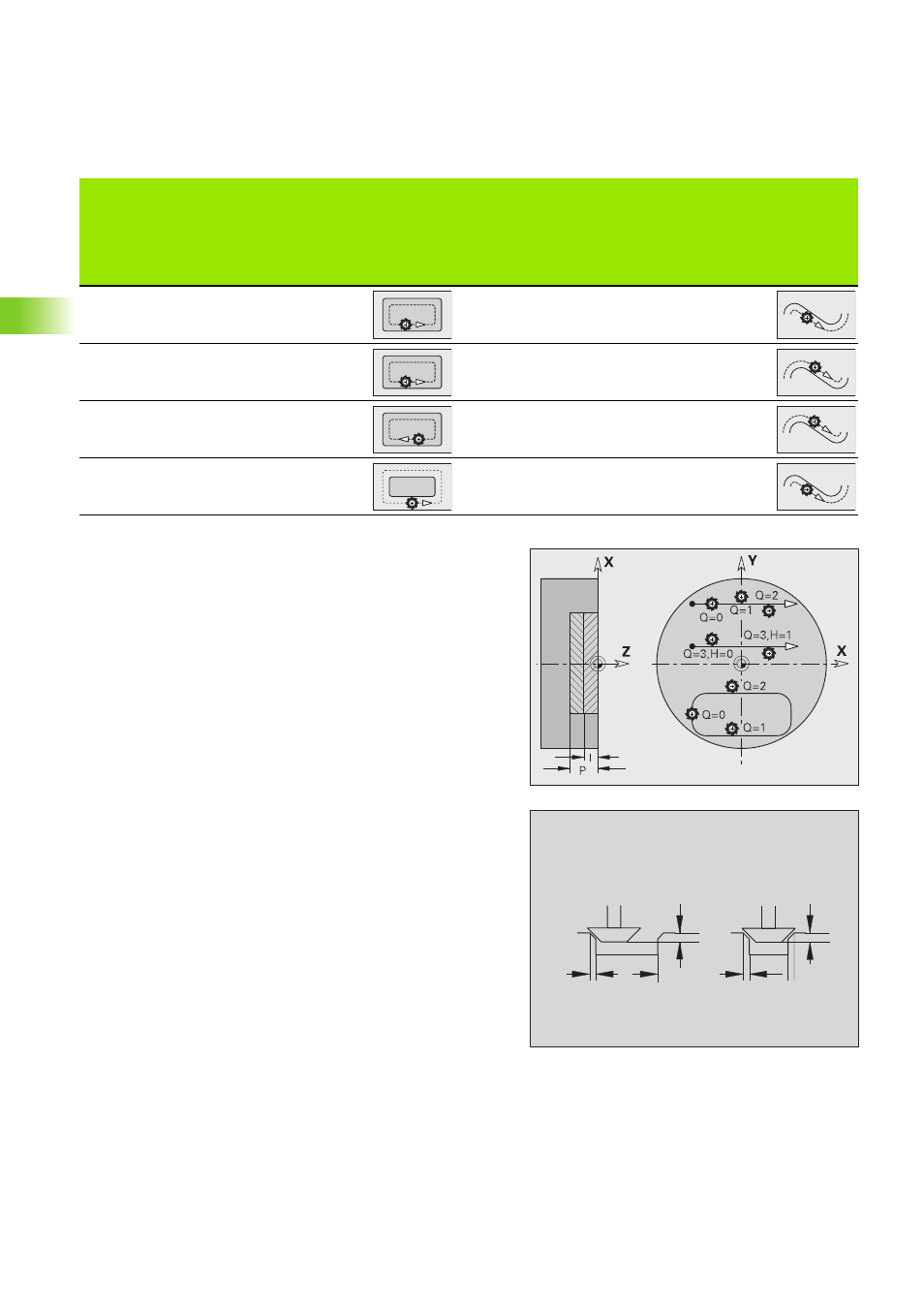
G840 - Desbarbar
G840 desbarba cuando se ha programado la "anchura del bisel B". En
caso de intersección en el contorno, "Q" determina si se mecaniza el
primer campo (a partir del punto inicial) o todo el contorno. Programar
sólo los parámetros indicados en la siguiente tabla.
interior
En contra
del avance
(H=0)
Mx04
a la
izquierda
a la dere-
cha (Q=3)
En contra del
avance (H=0)
Mx03
a la dere-
cha
interior
A favor del
avance
(H=1)
Mx03
a la
izquierda
a la
izquierda
(Q=3)
En contra del
avance (H=0)
Mx04
a la
izquierda
interior
A favor del
avance
(H=1)
Mx04
a la dere-
cha
a la
izquierda
(Q=3)
A favor del
avance (H=1)
Mx03
a la
izquierda
exterior
(Q=2)
En contra
del avance
(H=0)
Mx03
a la dere-
cha
a la dere-
cha (Q=3)
A favor del
avance (H=1)
Mx04
a la dere-
cha
Fresado de contorno G840
Desarro-
llo del
ciclo
Dirección
de desa-
rrollo del
fresado
Sentido
de giro
de la
herra-
mienta
Com-
pensa-
ción de
radio de
fresa
FRK
Versión
Desarro-
llo del
ciclo
Dirección de
desarrollo
del fresado
Sentido
de giro de
la herra-
mienta
Com-
pensa-
ción de
radio de
fresa
FRK
Versión
B
P
J
B
P
1
2
Parámetro - Desbarbar
Q
Tipo de ciclo (lugar de fresado)
Contorno abierto
Q=0: punto central del fresado sobre el contorno "Q0"
desbarba la ranura a través de una salida única del
contorno abierto o cerrado anteriormente fresado.
Q=1: mecanizado a la izquierda del contorno. En el caso
de solapes, G840 sólo tiene en cuenta la primera zona del
contorno.
Q=2: mecanizado a la derecha del contorno. En el caso de
solapes, G840 sólo tiene en cuenta la primera zona del
contorno.
Q=3: dependiendo de "H" y del sentido de giro de la fresa,
se fresará el contorno a la izquierda o a la derecha (Véase
“G840 – Fresado” en pág. 264). En el caso de solapes,
G840 sólo tiene en cuenta la primera zona del contorno.
Q=4: mecanizado a la izquierda del contorno. En caso de
solapes, G840 sólo tiene en cuenta la primera zona del
contorno.
Q=5: mecanizado a la derecha del contorno. En caso de
solapes, G840 sólo tiene en cuenta la primera zona del
contorno.
Contorno cerrado
Q=0: punto central del fresado sobre el contorno
Q=1: fresado interior
Q=2: fresado exterior