Acabado del contorno g890 – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 228
228
4.20 Ciclos de t
o
rn
eado r
e
fe
ri
dos al cont
or
no
Acabado del contorno G890
G890 realiza el acabado de la zona de contorno descrita por "NS, NE"
incluidos los biseles/redondeos en un solo corte de acabado. El
mecanizado se realiza de "NS hacia NE".
Códigos de omisión para profundizaciones y
entalladuras
Llamada
G
Función
Código D
G22
Profundización para anillo
obturador
512
G22
Profundización para anillo
de seguridad
1.024
G23 H0
Profundización de uso
general
256
G23 H1
Torneado libre
2.048
G23 H4
Entalladura forma U
32.768
G23 H5
Entalladura forma E
65.536
G23 H6
Entalladura forma F
131.072
G23 H7
Entalladura forma G
262.744
G23 H8
Entalladura forma H
524.288
G23 H9
Entalladura forma K
1.048.576
Sumar los códigos para ocultar varios elementos.
K
1
2
H=
2
0
Q = 3
Z
Q=
1
X
Z
I
Ø
Parámetros
NS
Número de bloque inicial (comienzo del segmento de
contorno)
NE
Número de bloque final (final del segmento de contorno)
NE sin programar: el elemento de contorno NC se mecaniza
en la dirección de definición del contorno.
NS=NE programado: el elemento de contorno NS se
mecaniza en dirección opuesta a la de definición del
contorno.
E
Comportamiento en penetración
E=0: no mecanizar los contornos descendentes
E>0: avance de profundización
Ningún dato: mecanizar los contornos descendentes con
avance programado
V
Identificación Comienzo/Final (por defecto: 0)
Se mecaniza un bisel/redondeo:
V=0: al principio y al final
V=1: al principio
V=2: al final
V=3: sin mecanizado
V=4: se mecaniza el bisel/redondeo, no el elemento básico
(condición previa: sección de contorno con un elemento)
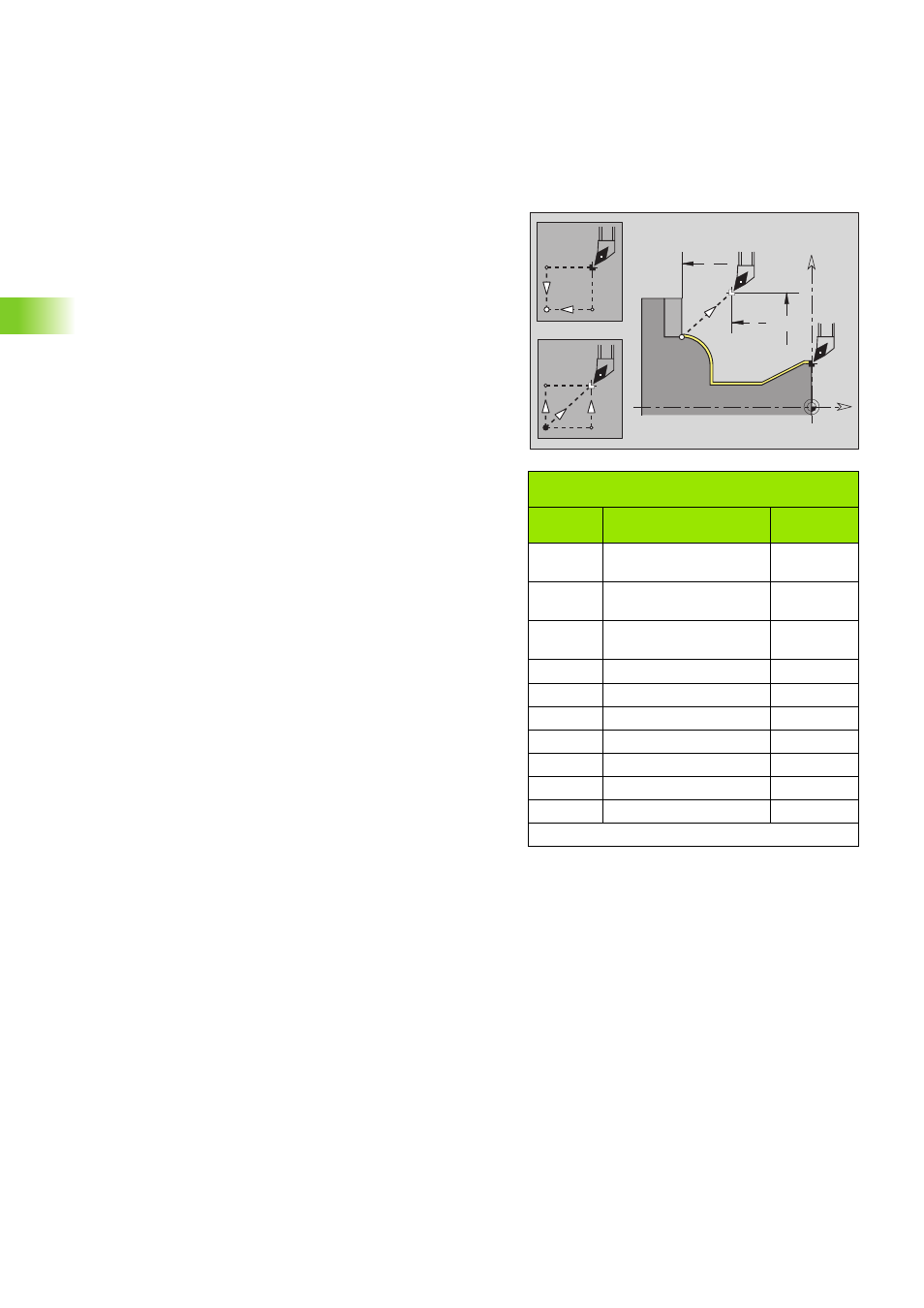
Q
Tipo de desplazamiento (por defecto: 0)
Q=0: selección automática – el CNC PILOT verifica:
desplazamiento en diagonal
primero dirección X, luego Z
equidistante en torno al obstáculo
Omitir el primer elemento del contorno cuando la posición
de partida no esté accesible
Q=1: primero dirección X, luego Z
Q=2: primero dirección Z, luego X
Q=3: sin aproximación - la herramienta se encuentra cerca
del punto inicial
Q=4: acabado de material restante