Desplazamiento a tope fijo g916 – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 288
288
4.28 Asignación, sincr
o
nización, tr
ansf
er
encia de pieza
Registro del desfase angular en la marcha
sincronizada del husillo G906
G906 escribe el desfase angular entre el husillo guía y el husillo guiado
en la variable V921.
Programación:
Programar G906 sólo cuando está activada la marcha sincrona
angular - los dos mandriles deben estar cerrados
Programar G906 en una frase NC a parte
Programar antes de la elaboración de V921 una G909 (stop
interpretación)
G906 genera un "stop de interpretación"
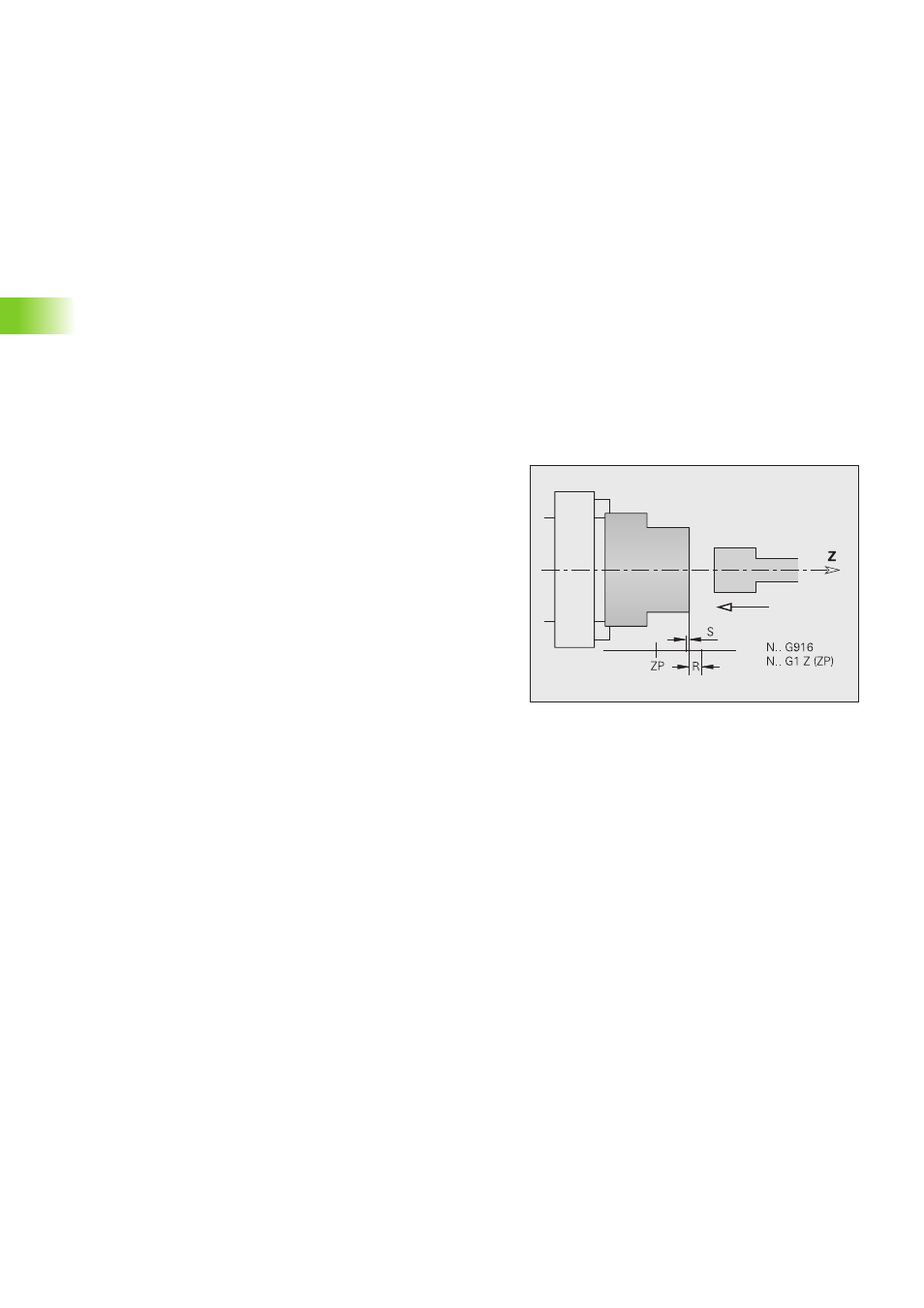
Desplazamiento a tope fijo G916
G916 activa la "supervisión del recorrido de desplazamiento". Entoces
se realiza con G1 un desplazamiento al "tope fijo". G916 se utiliza para:
Desplazamiento al tope fijo (ejemplo: entrega de una pieza
premecanizada con el segundo husillo desplazable cuando la
posición de la pieza no se conoce exactamente).
Presionar el cabezal móvil en la pieza (función cabezal móvil)
El CNC PILOT detiene el carro y memoriza la "posición tope". G916
genera un "stop de interpretación".
Desplazamiento a tope fijo (G916 sin parámetro). El CNC PILOT
se desplaza al tope fijo, y se detiene una vez alcanzado el error de
arrastre. El recorrido de desplazamiento restante se borra.
memoriza la "posición de tope" en las variables V901..V918.
retrocede el error de arrastre + recorrido reversible (MP 1112, 1162, ..).
En MP 1112, 1162, ..se determina:
Límite del error de arrastre
Recorrido reversible
Parámetros
H
Fuerza de presión en daNewton (1 daNewton = 10 Newton)
D
Modo:
D=1: Activar función cabezal móvil
D=2: Desactivar función cabezal móvil
A partir del software versión 625 952-04:
D=3: sin fallo de interrupción al llegar a la posición final
R
Recorrido reversible